
A軸テーブルを使って樹脂パーツを旋削加工しました。回転速度など改善の余地はまだまだありますが、旋盤をCNC化せずともNC旋削できそうだ、と目途が立ちました。
A軸をスピンドルに置き換えればMillモードでも可能と思われますが、NCVCの旋盤モードは荒削りパスも出してくれるので重宝します。今回初めてMach3turnを使ってみました。
目次
A軸テーブルについて
ハーモニックギヤードステッピングモーターを使う
中古で購入しておいた1/50ハーモニックギヤード5相ステッピングモーターにチャック直結しています。フレームは使い古しのアルミプレートで組み、新規購入はチャックとモーターブラケットです。
このモーターブラケットは結構たわみ、片持ち用途には向いてないかもしれません。
チャックは先日購入した「4爪スクロールチャックを買っちった」で紹介した格安品なので、ガタついた時の心押し台には、プロクソンのウッドレース用を流用。水平と垂直は芯を合わせています。
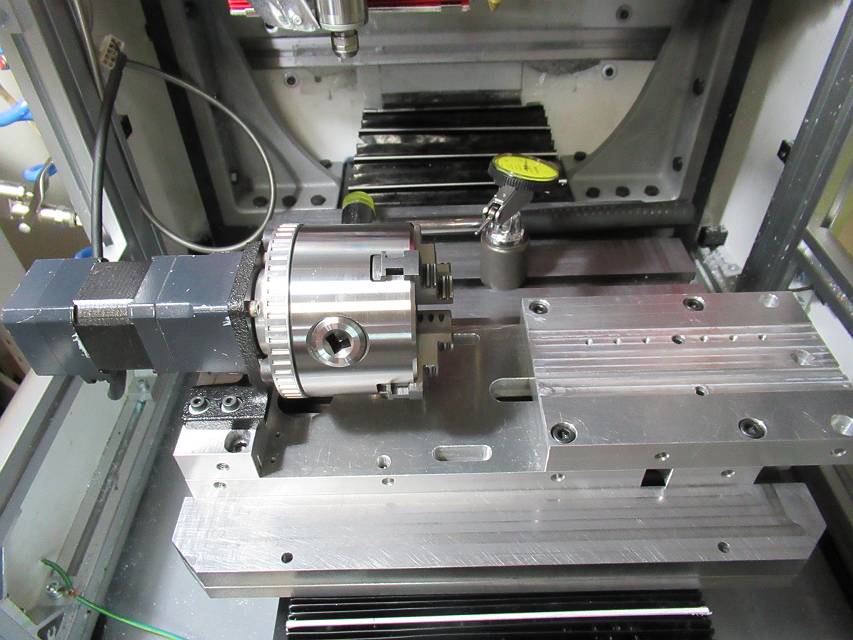
A軸ドライブ外観 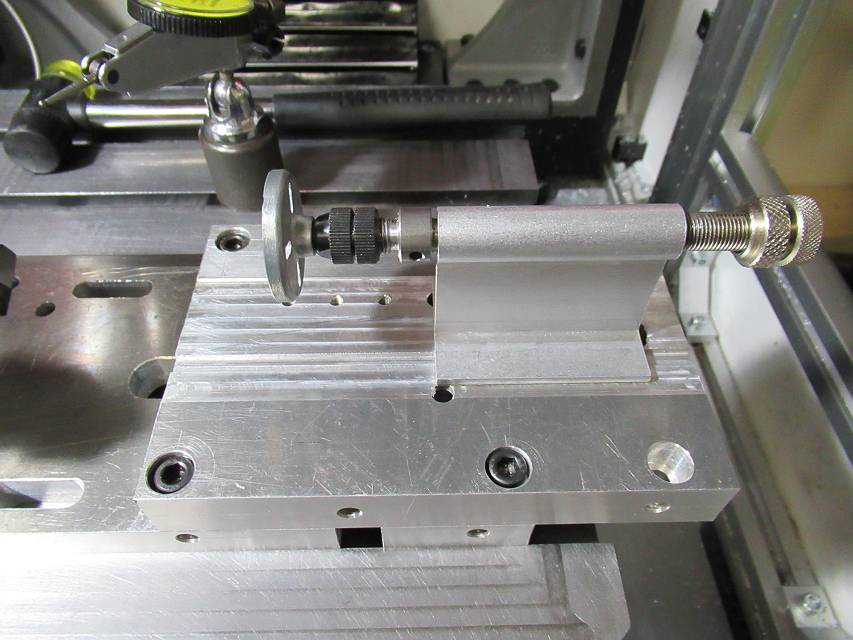
心押し台はウッドレース用を流用 
面取りカッターとセンタードリルで芯合わせ 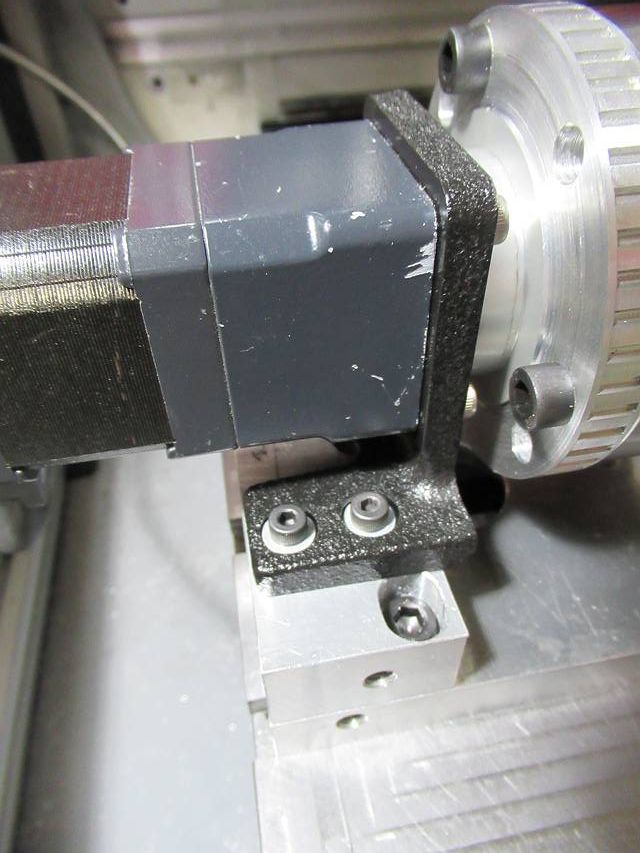
購入品のモーターブラケットは結構たわむ
ハーモニックギヤはガタがない分、減速比高く回転数上がらない。
減速比1:50なので最低設定でも25,000パルス/回転。このステッピングモーターでは60RPMが限度でした。今回は旋削で使いましたが、削り痕を目だなくするには送りも小さくせねばならず時間がかかります。当面はインデックスとしての使用方法中心です。
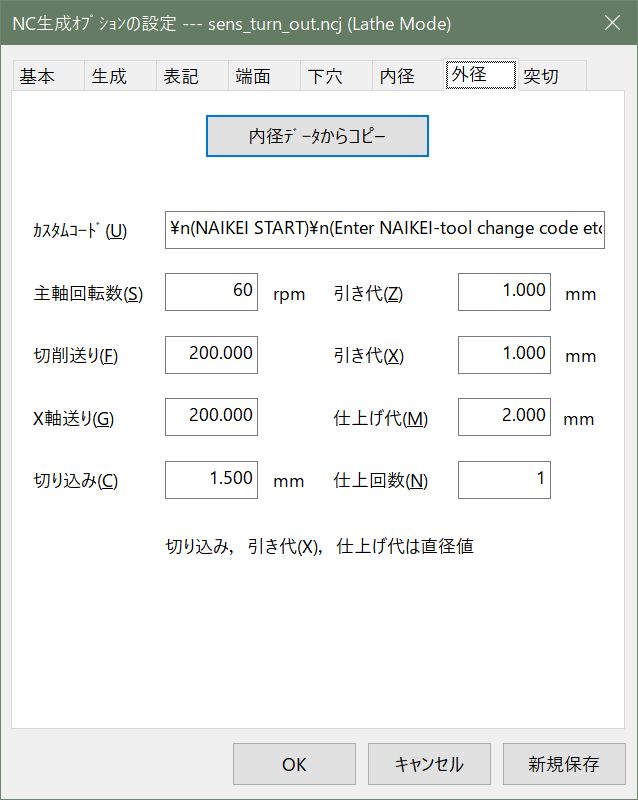
加工するパーツとCAD図形、NCVCの設定
上図の右半分をアーチ形状に旋削します。円筒だけなら旋盤ですぐにできますが、先端を半球にしたいので、図面を書いてデータ化します
NCVC旋盤用のdxfデータ作成
NCVCのマニュアルによると、旋盤データを作成するときは、ORIGINレイヤに材料外形線も必要になります。この材料外形線を加えないと「旋盤データの生成(5)」メニューが出てきませんので少し悩みました(^^);。
また加工線はエンドミルをつかうため工具半径を補正したものを入力します。
溝入れ、突っ切りは使用しないので、図面に記載はありません。
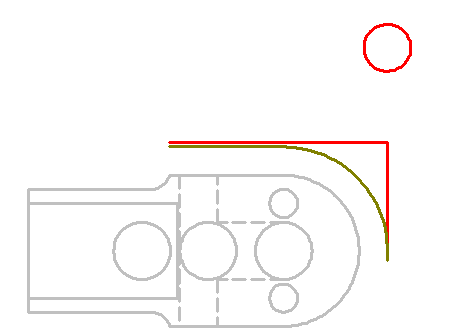
と、ここまでは良かったのですが、上の図では材料外形に工具半径補正を入れるのをわすれています。加工が樹脂なので切り込み深くなっても大事に至らずにすみました。
なお、ホームポジションはORIGINの円ではなく右端の線の一番下の座標ということです(確認済み)。
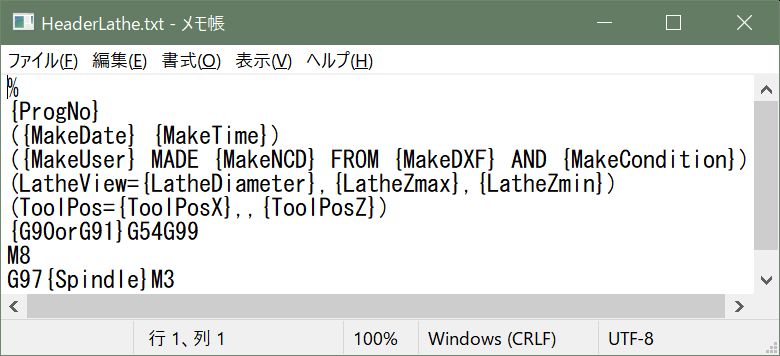
NCVCでNCデータ作成・・・周速一定を解除しておく
今回はスピンドル(A軸)回転をむやみに上げて脱調させたくないので、「周速一定」ではなく「回転数セット」で回すので、「Header.txt」を修正して「G96」を「G97」にしました。あとで気が付いたのですが回転数リミットはMach3turnでかけられます。
Mach3turnのセッティング
NCVCのMillと旋盤モードでは座標系が異なる
NCVCが出力するコードの座標はMill用と旋盤用で違います。一覧が下の表です。左右、前後などは各自の機械座標に照らして合わせます。

私の機械では、Mach3MillとMach3turnの「Ports & Pins」のモーターセッティングは下のようになります。
スピンドルをステッピングモーター仕様にし、NCVCの直径値出力に合わせます。
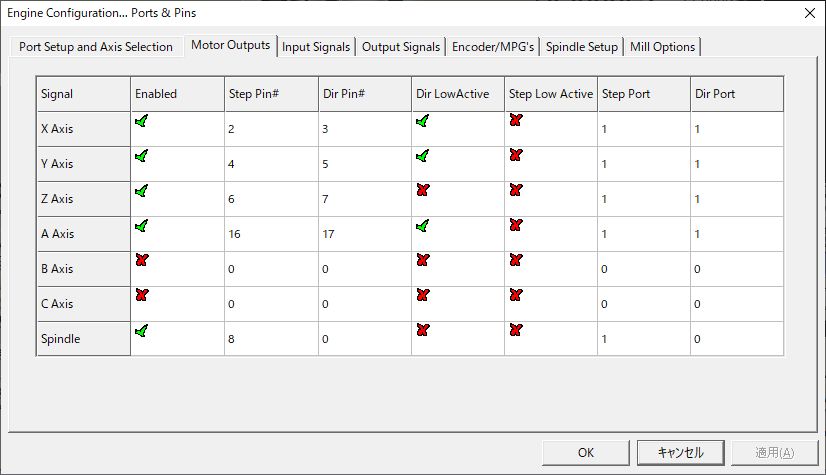
Millのセッティング 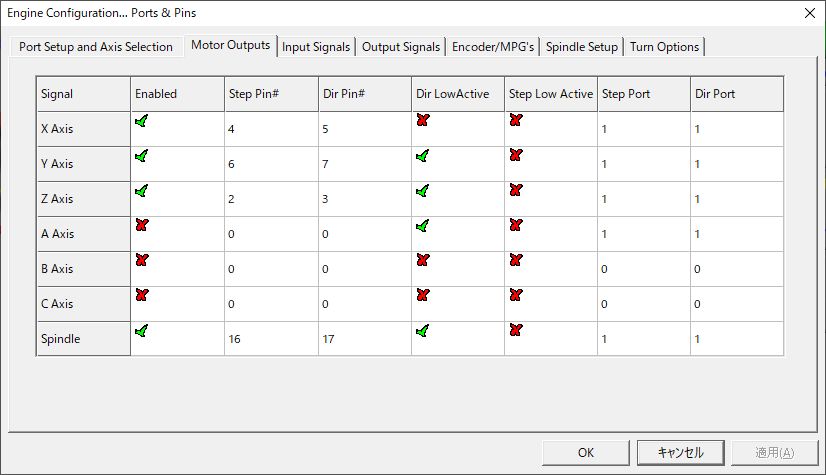
turnのセッティング 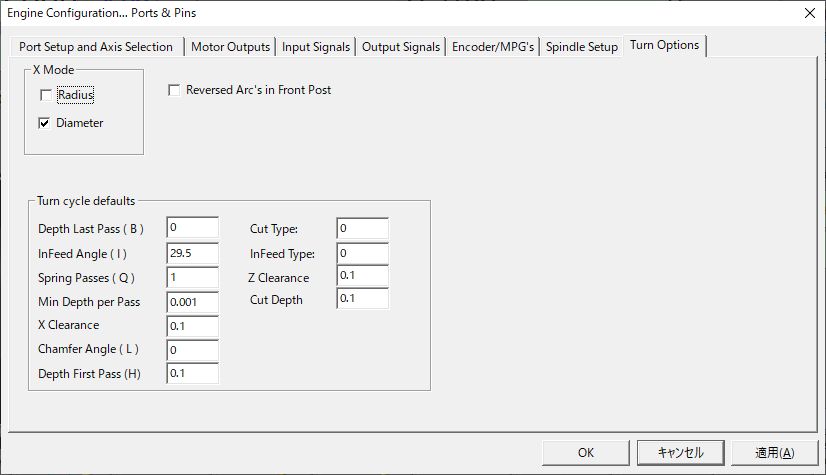
直径(Diameter)にチェックを入れる 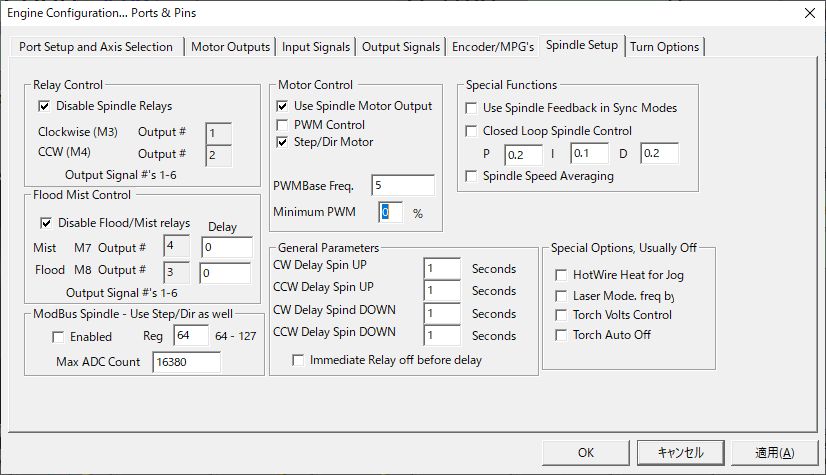
MotorContorolをステッピングモーター仕様にする
turnのデータファイル名は拡張子を「.tap」に変換するだけ
NCVCの出力データ「.ncd」を「.tap」にします。内容は変更しないで大丈夫です。エクスプローラーで拡張子変更を行うといちいち確認されて操作が増えるので、NCVC作者の方がお薦めしているPerlで書いてみました。
#! /usr/bin/perl
# 入力したファイルを別名で複製にするスクリプト(上書き上等!) #
$pre_file= $ARGV[0];
$out_file= $ARGV[1];
open(IN,$pre_file);
open(OUT,">$out_file");
while(<IN>){
print OUT;
}
close(OUT);
close(IN);
これをデータと同じフォルダへ保存し(例ではchange.pl)、ActivePerlをインストールしてWindows PowerShellを立ち上げ、フォルダに移動して、
perl change.pl ●●●●.ncd ●●●●.tap
と打ち込みます。一度打ち込んでしまえばあとは
Windows PowerShellにフォーカスさせ「↑」キーと「Enter」キーのみ
の操作でOKです。NCVCのように別タスクからファイル更新されたら自動で反応できればもっと素敵ですが・・・。
加工開始。
フライスで使うときはY軸(上下)のゼロセットボタンがないので注意!
変換したデータを読み込ませ、カッターをホームポジションにセットします。
このとき、画面にはX軸とZ軸のゼロセットしかありません。CNC旋盤で使う分には問題ありませんが、今回のようなフライス+A軸では、カッター上下も重要です。
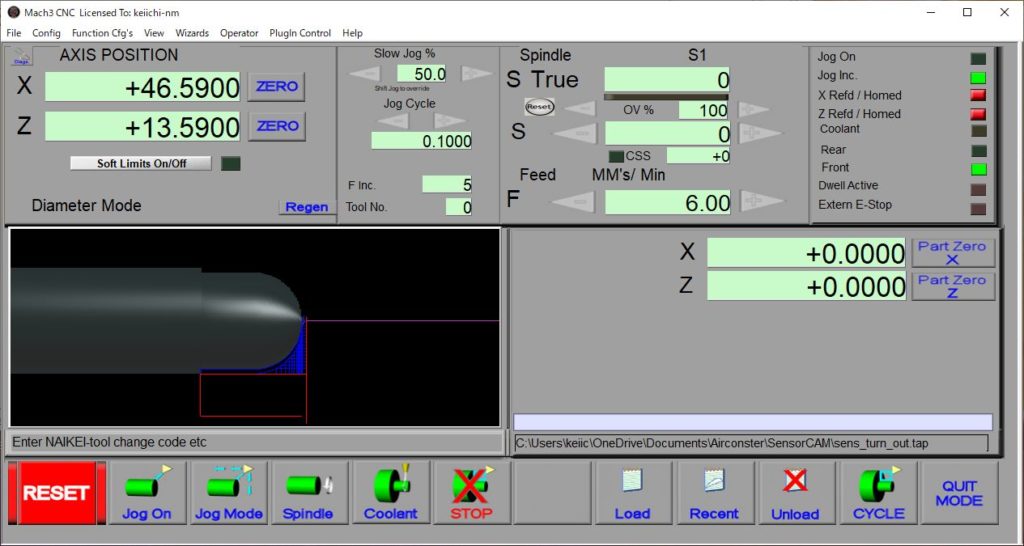
Y軸に不定の値が入ってる可能性があるので、ゼロセットは必須です。私の場合「シャトルプロ」というジョグコントローラーに各軸のゼロセットを割り付けていますが、ない場合のY軸ゼロセットの方法は調べておりません。
どうもMach3turnのジョグ動作関連はよくわからない部分があるので、わかるところだけ書いています。

シャトルプロ 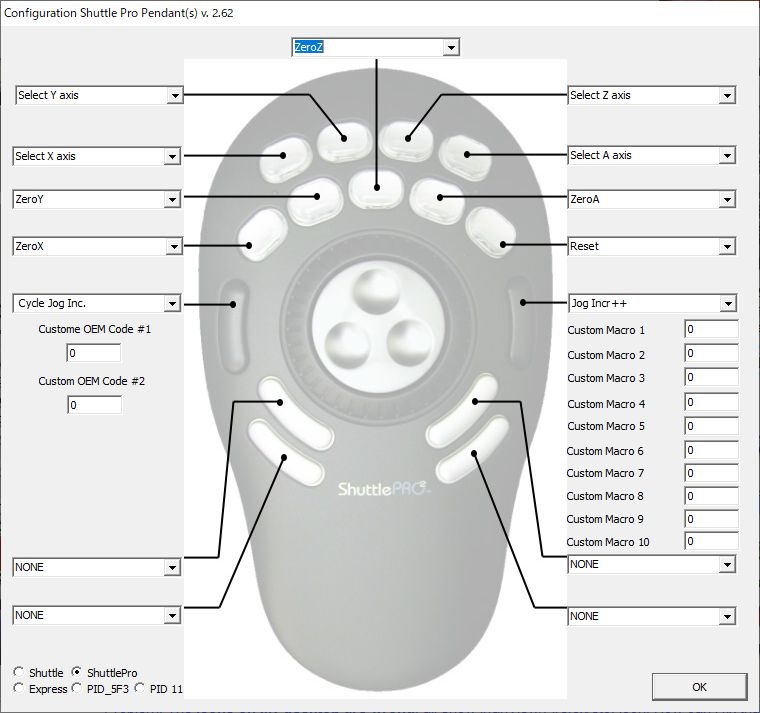
割り付け画面
加工動画

加工終了です。