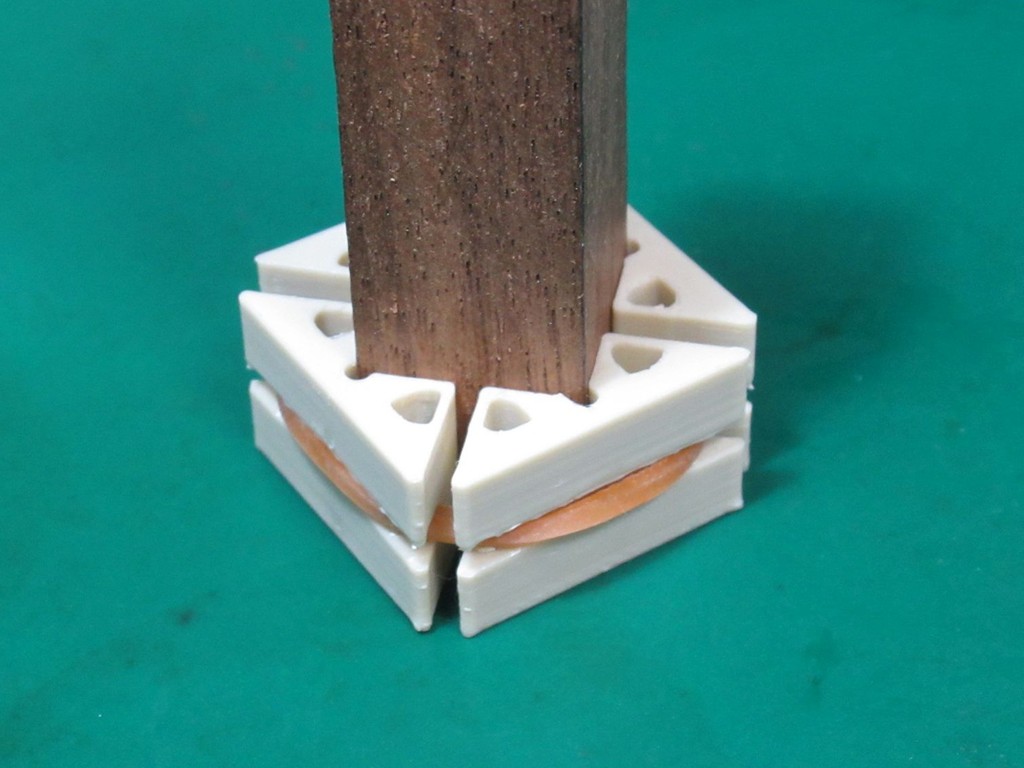
4爪スクロールチャックで角材をつかみたい。でも角材断面を正確な正方形にしないと爪の把握がバラつきがおきる。インデペンデントチャックにしろ!、と言われそうですが、とりあえず角材断面が多少長方形になってもしっかりつかめるようにアダプタを作ってみました。

4爪スクロールチャックで角材をつかみたい。でも角材断面を正確な正方形にしないと爪の把握がバラつきがおきる。インデペンデントチャックにしろ!、と言われそうですが、とりあえず角材断面が多少長方形になってもしっかりつかめるようにアダプタを作ってみました。
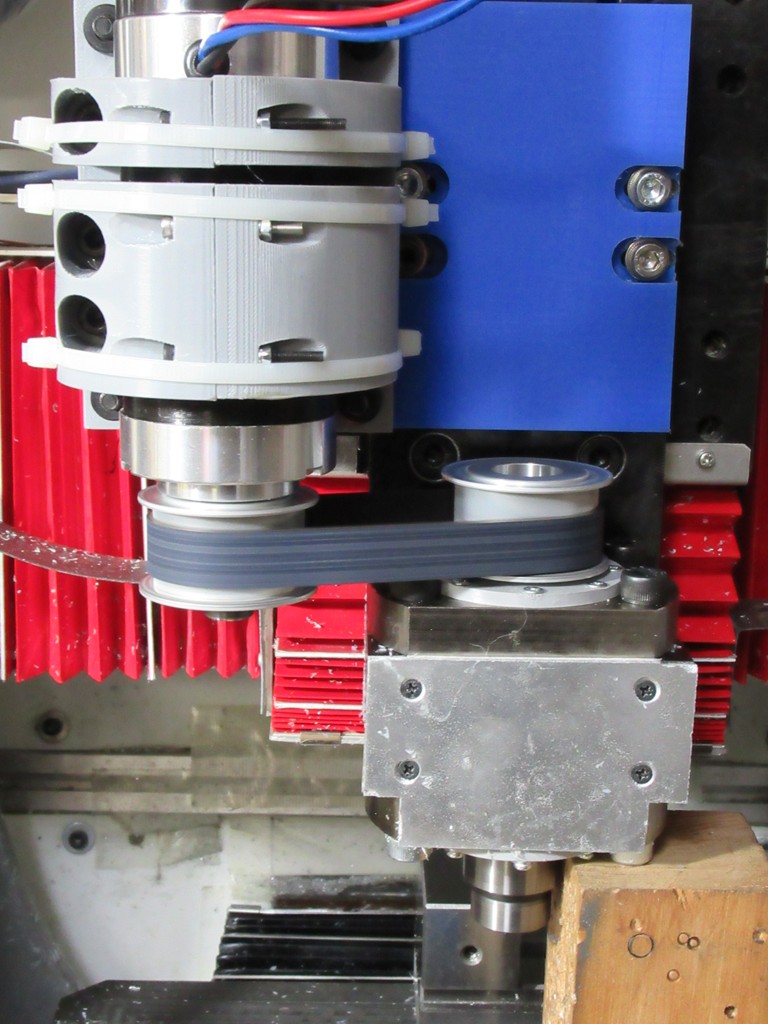
ナカニシE3000が故障して格安500Wスピンドルに交換した顛末「CNC スピンドル交換」から1年弱。カップリングによる振動遮断効果が今一つだったので、ベルト方式に改造しました。
ヒントは、このモーターの購入レビューでベルト駆動で振動軽減した、というところからです
制振材を使えば使うほど「ガッチリ固定」から遠ざかりモーター位置がブレるので、樹脂板を適度に使って満足のいくものに仕上がったので、その顛末です 続きを読む…
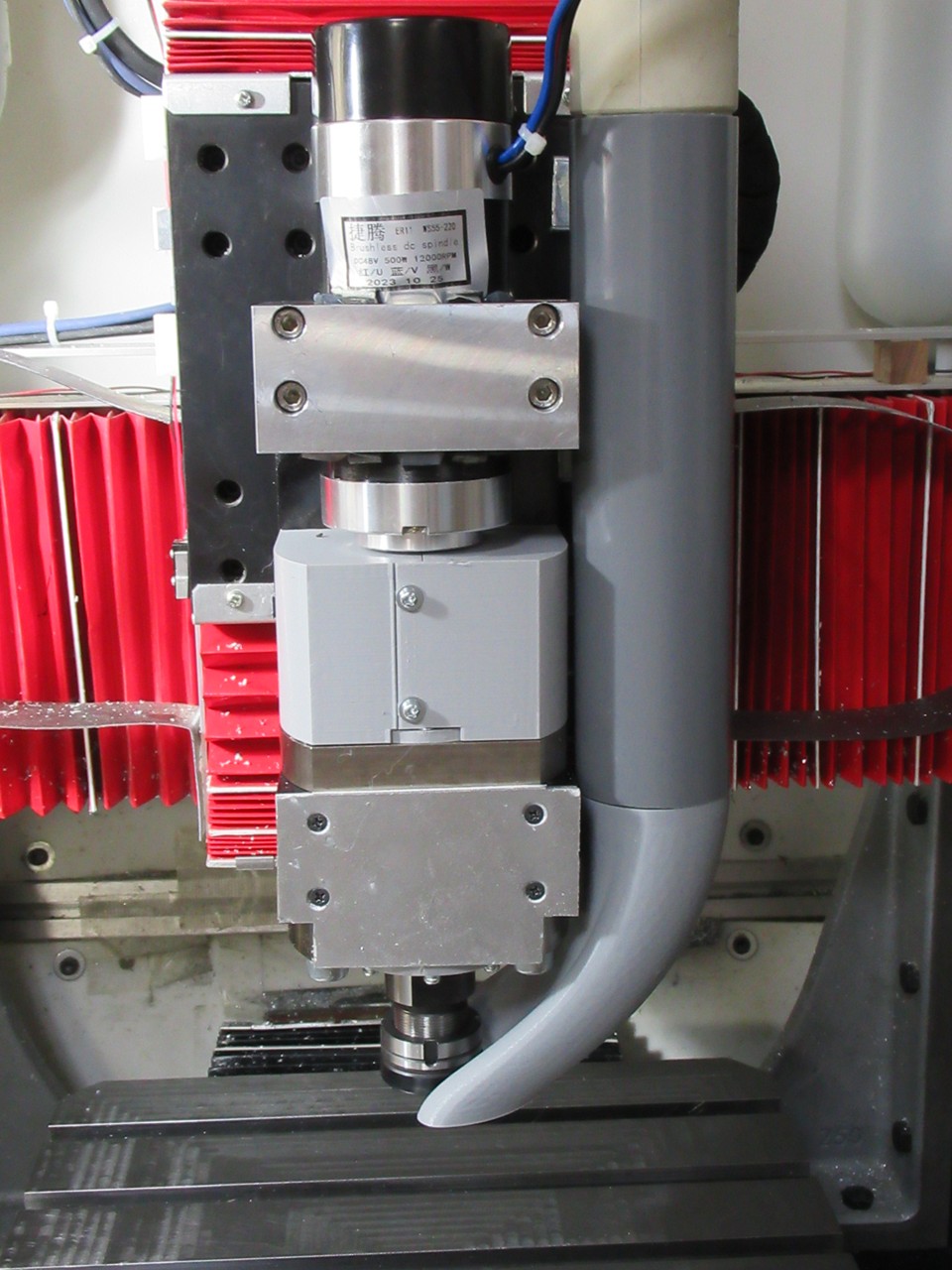
スピンドルを交換したので、交換前の集塵ノズルの取り付け位置が合わなくなり、新たに製作。
交換前の前作は「可展面」という理屈を使用して平面からノズル形状を整形しアルミ薄板で作りました。
新たに製作といえば、今どきは全て3Dプリンターです。
我が家のCNCは長らくナカニシE3000シリーズスピンドルを愛用してました。ホームCNCには超高性能でオーバースペックなものでした。でも
・・・壊れたorz
目を離した隙にクランプにぶち当たって停止したまま数十秒放置してしまった
当然、高価なものですので修理して使うものですが・・・、ちょっと思うところがあって、ナカニシスピンドルはφ6まででしたが、CNC二号機までは BIGベビーチャックでφ10まで把握可能だったので、この際ナカニシをあきらめて、あらたにDIYでスピンドルを作ってみることにし、昔同様φ10の刃物対応を目指しました
さて、吉と出るか凶と出るか・・・
2025/04/16 スピンドル図面追加
自作CNC3号機の製作記録です。2017年構想、少しずつ部品を集め、完成は2019年です。その後少しづつ改良しています。
前回ちょっとだけ?問題のあったCNC本体のカバー(ケース)です。
「自作CNC3号機 ケースを作る。切子まみれの洗礼」より、カバーを開くとパラパラと切り子が頭に降ってくるのでした。
100mmサイズ以内では10枚数百円の超格安帯のPCBメーカーに出してみました。試作に重宝しますが、メイン回路の他にもちょっとした接続用の基板が欲しいこと多々あります。「試作ならば…」と、欲張って余ったスペースに異種パターンを面付けすると、途端にコストが跳ね上がります。そこで、カット無しで手配し、自分でルーターカットしてみました。
汎用エンドミルでのゴム加工は樹脂ほどにはうまくいかず、少々難しいものがありましたが、「刃物で切る」を「ヤスリで削る」、というコンセプトにかえてみました。
ロータリーバーを使い削り取る方式で実践してみます
自作CNC3号機の製作記録です。2017年構想、少しずつ部品を集め、完成は2019年です。いっぺんに書ければよいのですが少しずつでも公開していきます。
今回はCNC本体のケースです。
1号機、2号機ともむき出しでした。ドライ中心では切子が激しく散乱します。3号機はケースに格納する予定で最初からカバーをアルミフレームで設計しました。
自分でこの構造に悦に浸っていました。
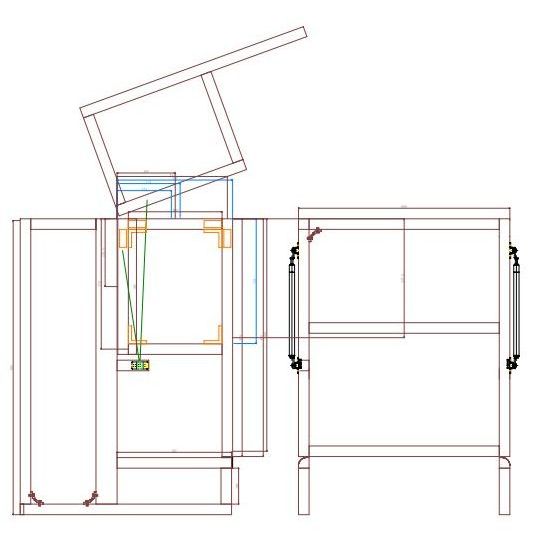

設置場所がタイトなので、前カバーが上に開くガルウイングみたいな感じですが、思わぬ事態が待っていました。

とくに樹脂切削では、静電気でまとわりついた切子が、頭の上から降ってくる。
しょうがないですね(^^;
カバーを少し開けて、集塵機で吸いながら徐々に開けることにします。トホホ・・・
自作CNC3号機の製作記録です。2017年構想、少しずつ部品を集め、完成は2019年です。いっぺんに書ければよいのですが少しずつでも公開していきます。
久々のCNC製作記事です。今回は手作りのジャバラカバーと、2年後の状態です。
一般にはジャバラカバーはオーダーメードで、耐油ゴム引き布など使われています。厚みは結構重要で、ジャバラを畳むと重なり部がかなり厚みがでるので、スペースがとれない卓上CNCでは重要です。 続きを読む…

速度フィルタをいじった日時やその時の記憶は明確にありますが、それがこんなトラブルを招くとは思いもよらず、解決するのに丸一日費やしてしまいました。 続きを読む…