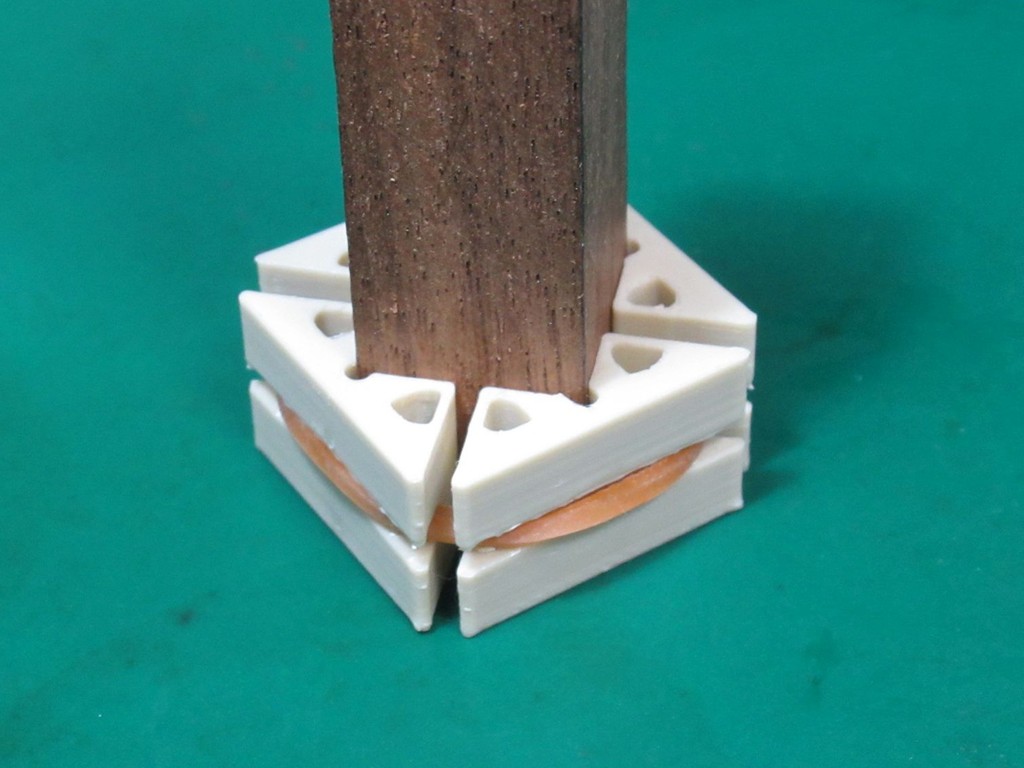
4爪スクロールチャックで角材をつかみたい。でも角材断面を正確な正方形にしないと爪の把握がバラつきがおきる。インデペンデントチャックにしろ!、と言われそうですが、とりあえず角材断面が多少長方形になってもしっかりつかめるようにアダプタを作ってみました。

4爪スクロールチャックで角材をつかみたい。でも角材断面を正確な正方形にしないと爪の把握がバラつきがおきる。インデペンデントチャックにしろ!、と言われそうですが、とりあえず角材断面が多少長方形になってもしっかりつかめるようにアダプタを作ってみました。

機器の風量や風速の調整・検査に使っている6インチ(φ150mm)の風洞を風速校正の向上を目的に改良しました
もともと手作りで分解式で構成しているので、今回は風量測定のセンサを外し、風速測定に特化した組上げを構成しました 続きを読む…
旧友が「カラオケに行こう」という。そういえばカラオケなんて何年何十年ぶりだろう?。普段聴いている曲を試しに歌ってみた。歌うのも久しぶりである。すると・・・
うっ、歌いだしの音階がわからん!合わん!高音が出ん!
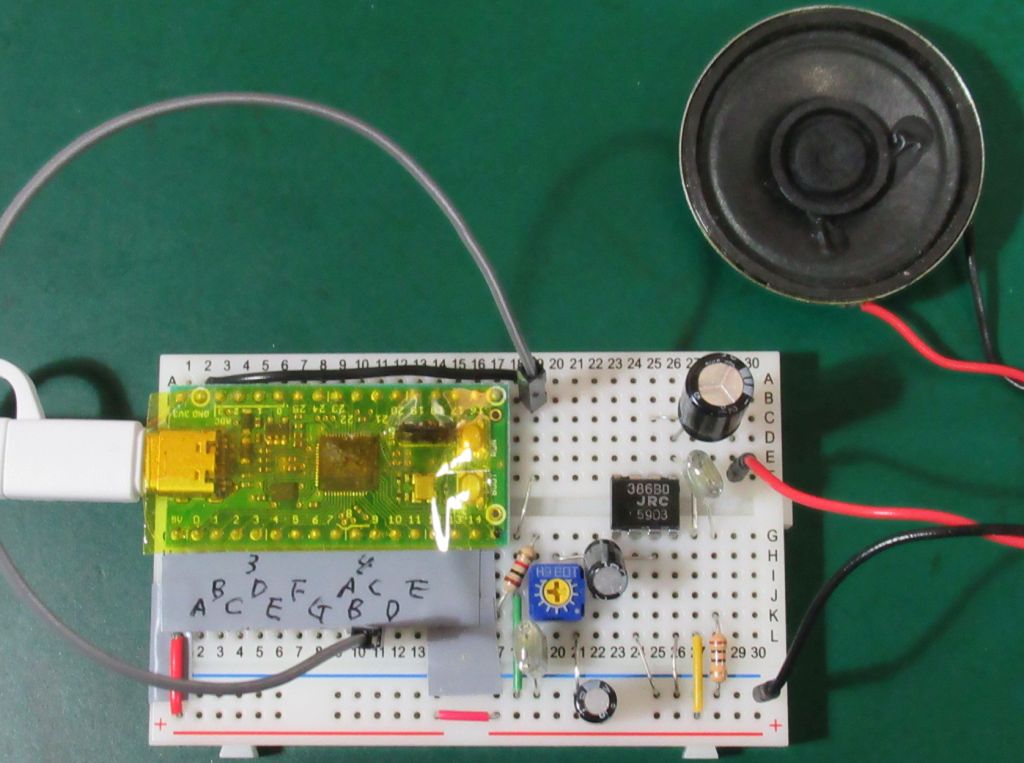
というわけで、目的曲の音階を発生するものをRaspi picoで製作し、少し練習することにした
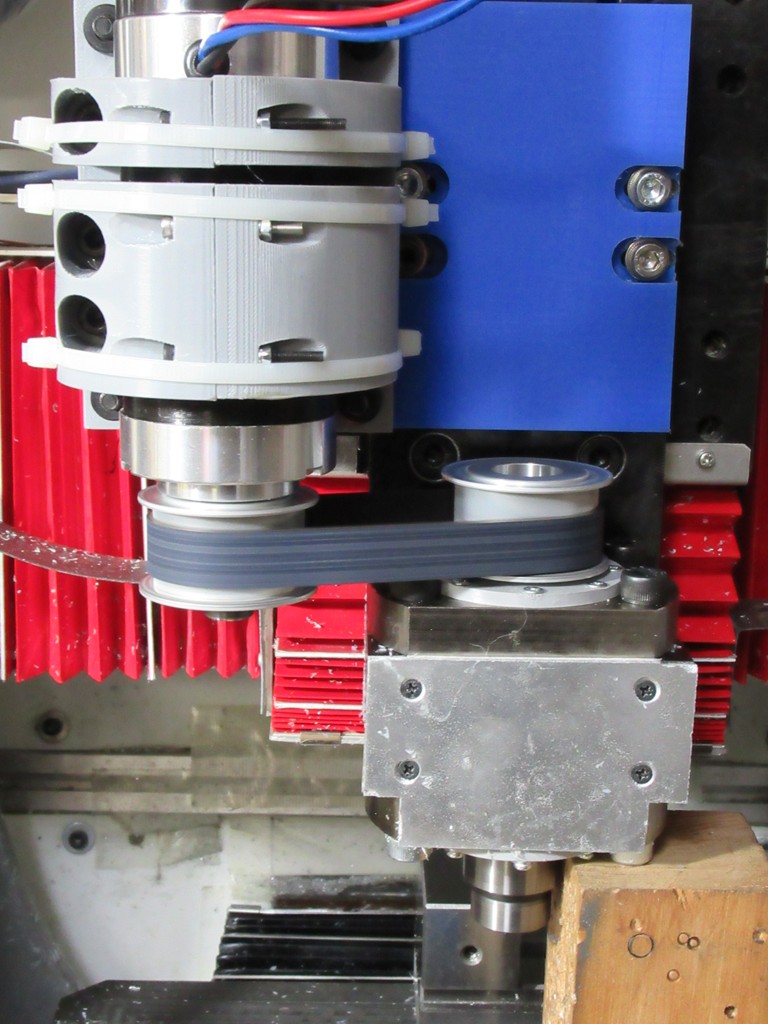
ナカニシE3000が故障して格安500Wスピンドルに交換した顛末「CNC スピンドル交換」から1年弱。カップリングによる振動遮断効果が今一つだったので、ベルト方式に改造しました。
ヒントは、このモーターの購入レビューでベルト駆動で振動軽減した、というところからです
制振材を使えば使うほど「ガッチリ固定」から遠ざかりモーター位置がブレるので、樹脂板を適度に使って満足のいくものに仕上がったので、その顛末です 続きを読む…
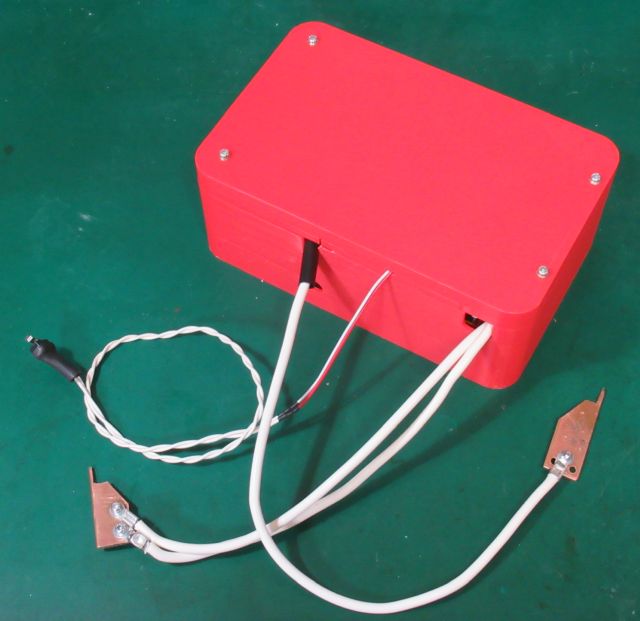
前回パワーアップした「超小型スポット溶接機」ですが、数百発打ったところでMOSFETが破損し導通してしまいました。耐圧がギリギリなので仕方がない、と耐圧を上げて交換だけですますかどうかでしたが、実は回路的に見落としていたことが2つあったので、交換ではなく新たに作り直しました。
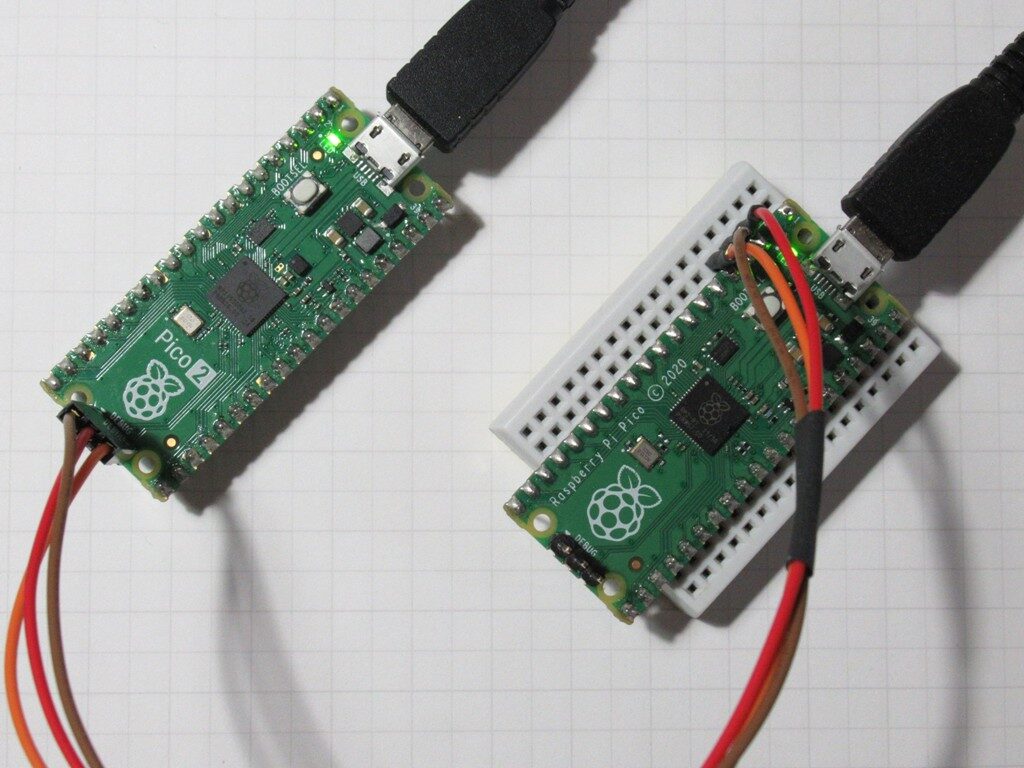
Raspberry pi pico(以降raspico)にESP32のESPtoolの様に、pico probeを使って量産書き込みをするための環境を作ってみました。前回「VScode+platformIO版」の次は、関連ファイルがすべてポータブル構成の「ポータブル版」
まあこれも、作ってみた、といっても大部分AI頼りですが(*´Д`)
続きを読む…
Raspberry pi pico(以降raspico)にESP32のESPtoolの様に、pico probeを使って量産書き込みをするための環境を作ってみました。「VScode+platformIO版」とポータブル構成でコマンドラインで書き込む「スタンドアロン版」の両方作りました。今回は前者「VScode+PlatformIO版」の覚書です
まあ、作ってみた、といっても大部分AI頼りですが・・・
榛名湖にキャンプにいってきた。その途中、湖の近く「頭文字D」の伝説のスタート地点に寄った
若き日、夢中で読んだコミック
連れが「ここに寄ってくれ」と言われなければ、通過してた場所です
「ああ、ここか・・・」
ここは買い出しで何往復もしましたが、いつも何台か車が停まっていて、静かな中にも”聖地”の雰囲気だだもれで、霧の中幻想的である
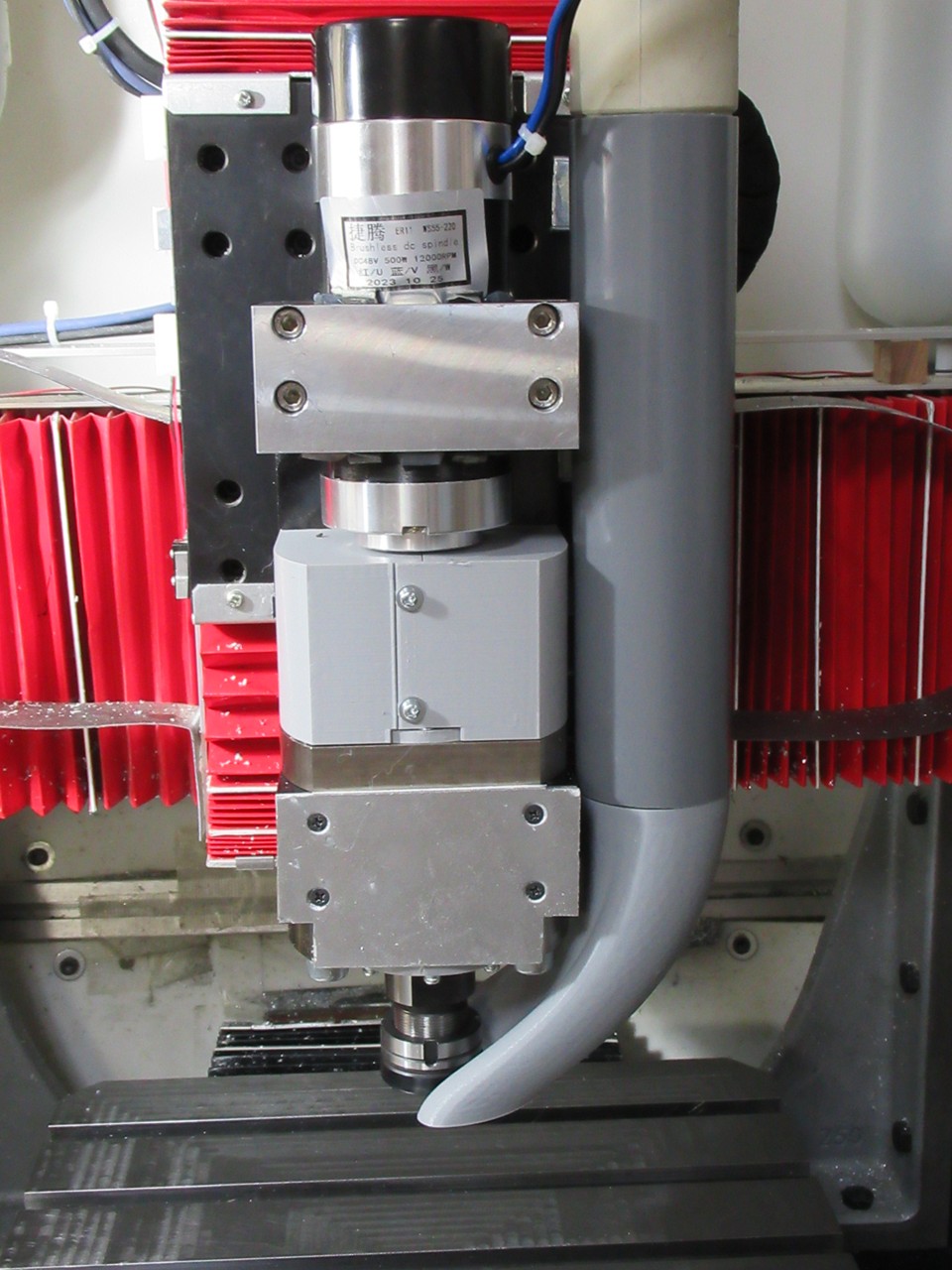
スピンドルを交換したので、交換前の集塵ノズルの取り付け位置が合わなくなり、新たに製作。
交換前の前作は「可展面」という理屈を使用して平面からノズル形状を整形しアルミ薄板で作りました。
新たに製作といえば、今どきは全て3Dプリンターです。
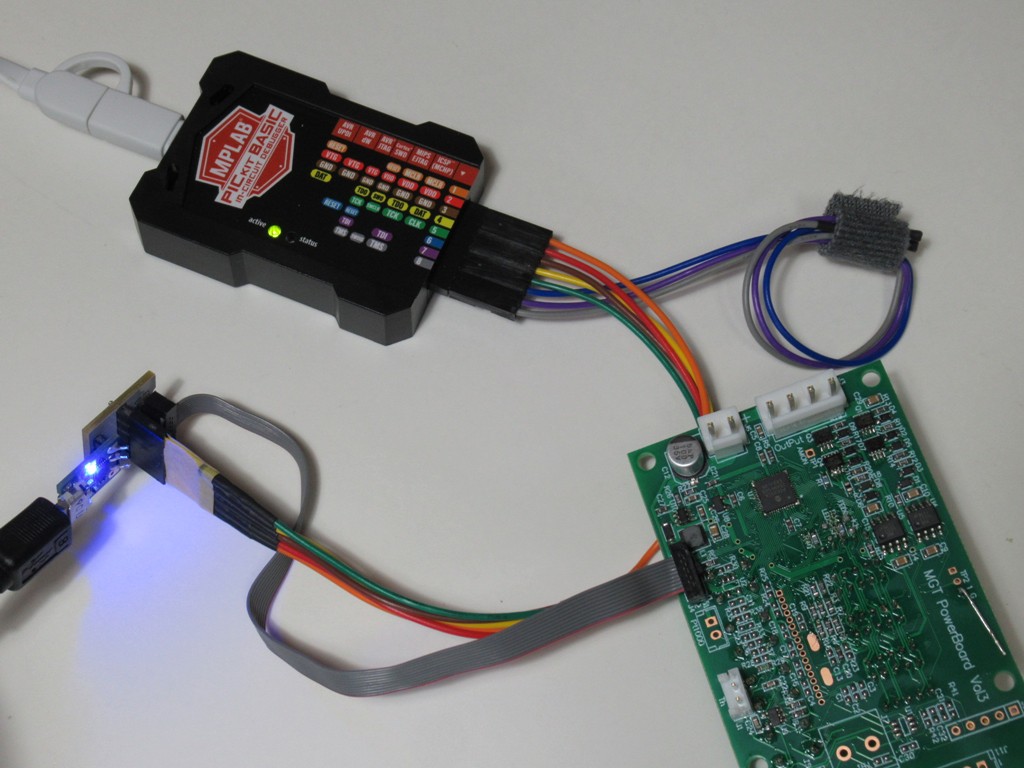
正確には「MPLAB PICKIT BASIC」というらしい。電子部品通販で買い物をした際に、たまたま販売開始したのを見つけ、それほど高価でなかったのでポチっとしてみました。
現在最新のMPLAB X 6.25で使うことができた、というレポートです
わけあってPicKit3を使おうと引っ張り出して来たら、最新のMPLAB Xで使えない。かれこれ10年以上前のものだから仕方ないとはいえ、引き出しの奥には新品のPicKit2もあったりして、さてどうしよう?
このときは、MPLAB X6.15で使うことができた。ただ、PicKit3は電源廻りの保護が弱く、試作で配線ミスなどで過去に何台も壊していたので、いずれは新しいツールにしなければ・・・と思っていた。ブレッドボードや手配線の試作にツールから電源供給してとりあえず動かしてみよう、みたいな時が一番やらかしやすい。
まだ5月ごろで、PicKit5が品不足だったころのことでした
たしか発売開始直後だったと思う。手頃な価格だったのですぐにポチっとした。

当面はPICのみでの使用ですが、ご覧の様に、PICのICSPだけでなくAVRやJTAGにも対応している。シングルピンのUPDIもできるらしい。
購入して早速試用。動くどころか認識すらしない
この時はMPLAB Xのバージョンが古かったのかもしれない
そんなわけで、二か月ぐらいほうっておいた
おっ!、認識するではないか!
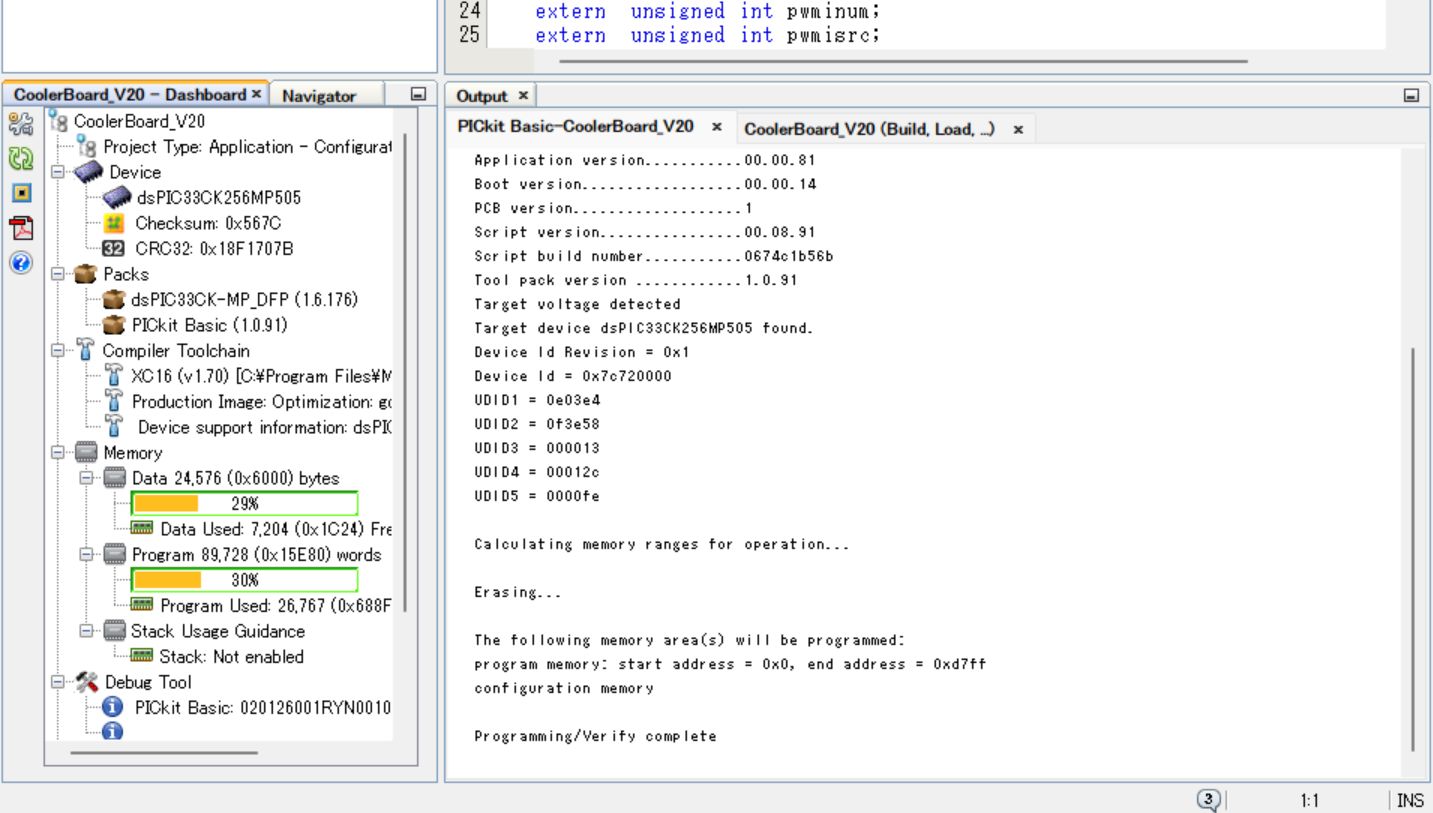
デフォルトでは書き込みが遅い、「Program Speed」を[High]にする
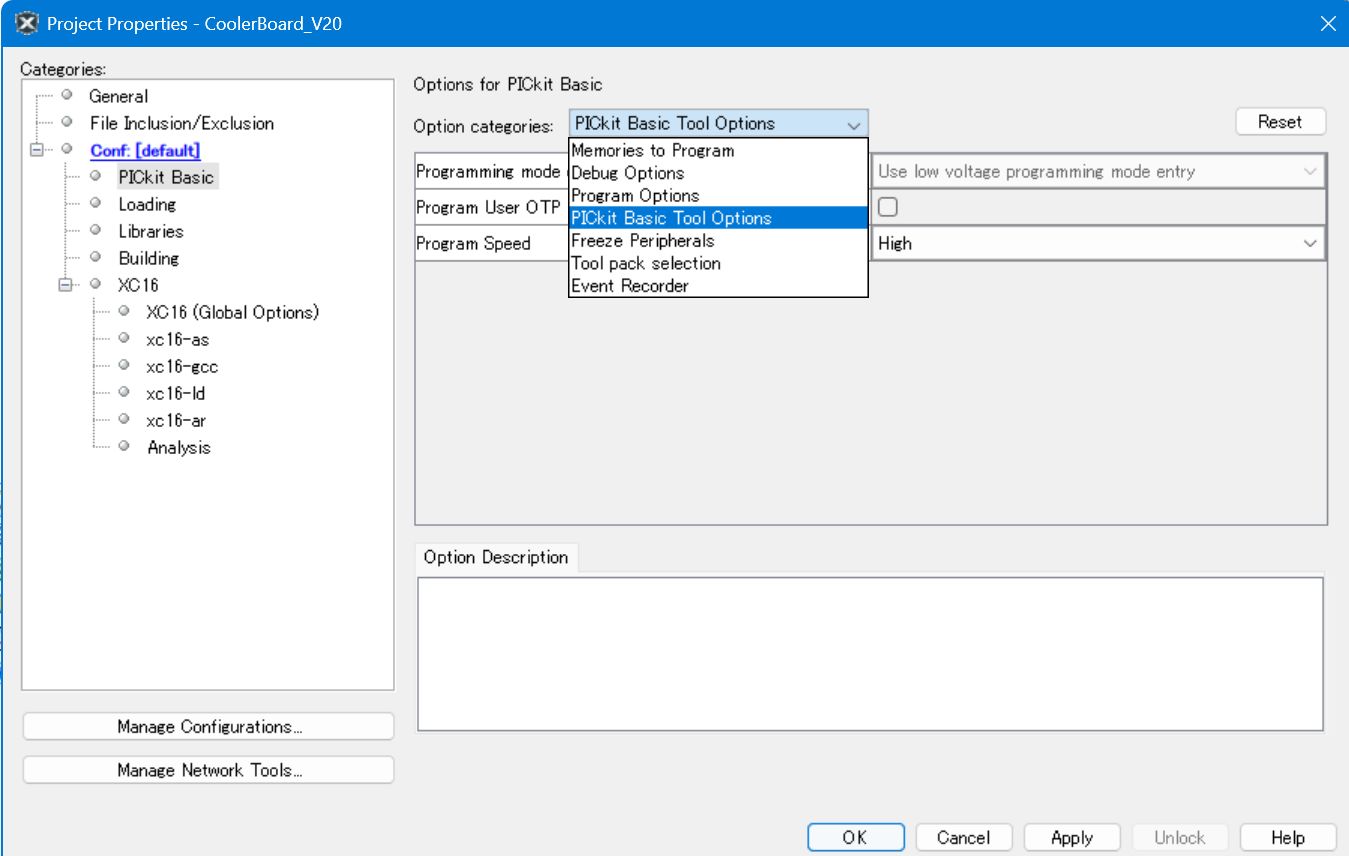
これで、ICDと同程度の速度になった
設定に「Power」の項目が見当たらないので、電源供給はできないかもしれません
電源供給はターゲットが不十分な回路構成だと壊すリスクがあるので、なければ無いでよしとします
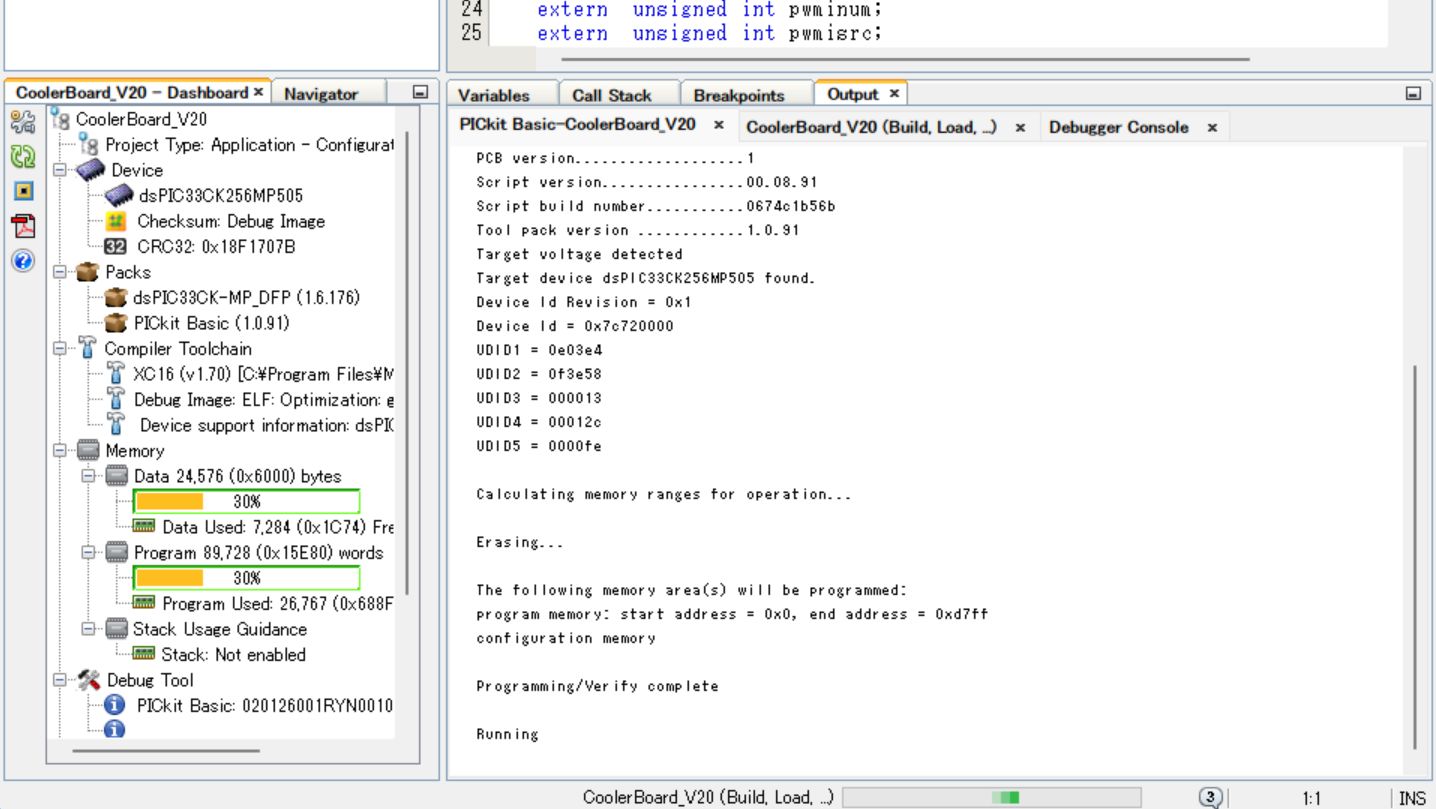
書き込みとデバッグのOutputを貼っておきます