
汎用エンドミルでのゴム加工は樹脂ほどにはうまくいかず、少々難しいものがありましたが、「刃物で切る」を「ヤスリで削る」、というコンセプトにかえてみました。
ロータリーバーを使い削り取る方式で実践してみます
目次
外形を切削
ロータリーバーとは「回転するヤスリ」
リューターで使う刃物で、主に研削用途で使うものです。いわゆる「回転するヤスリ」です。
切り粉の排出は考慮されてるとは思えませんが写真のようにやや右ねじれになっているので多少の排出はしてくれそうです。
形状は「ストレート」で、先端部分にも刃がついている物を「クロスエンドカット」と呼び、掘り下げにもつかえそうです。

回転速度30,000rpmで加工してみました。このCNCのナカニシスピンドルでは最高回転速度です。削りくず排出や摩擦熱の影響などすこし心配なのでエアブローは必須と思います。
回転数以外の条件は前回エンドミル版と同じF600、切り込み0.5mm。

外形はほぼ完ぺき 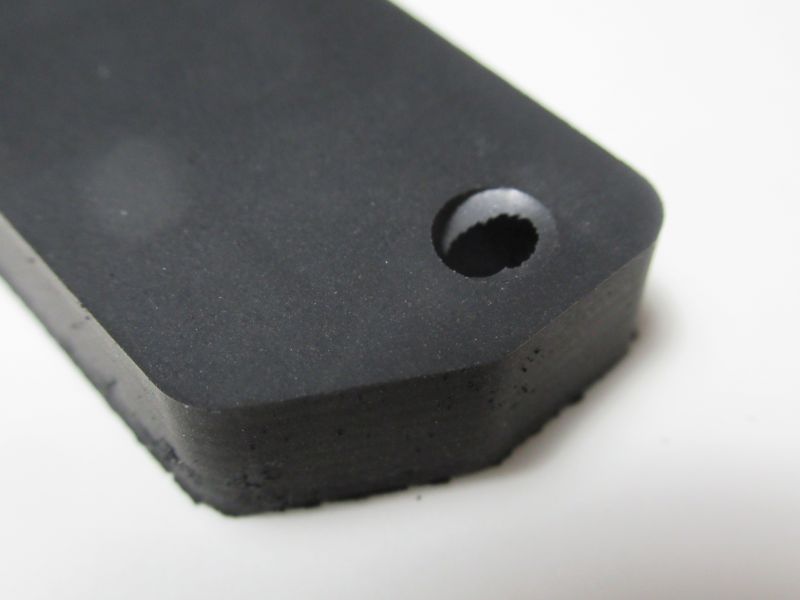
多少バリは残るが良い感じ。バリは撫でると簡単にとれる
ゴムを損なうことなく、結構良い感じで切削できたようです。エンドミルでの高回転もトライしてみたいですが、ひとまずロータリーバーに軍配を揚げておきます。
表面のバリは指やナイロンブラシで簡単に除去できますが、残るのは多少気になるところです。どのみち底面は両面テープを巻き込む訳にはいかないのでバリが残りますが・・・。
表裏を切削(2021/10/15追記)
フライカッター代わりのルータービットで表面切削
上記のように成型されたゴムシートを使う場合、表面の皮(?)がバリのように残るのでこれを削いでみました。
現在セットしてあるスピンドルはMaxΦ6なので、φ12超硬ルータービットをフライカッター代わりに使い手操作でカット。

30,000rpm、切込み1mm、手送りでだいたい500mm/minぐらいでさっと削る。
表面のバリはきれいに除去され、切削加工品感がでました。

切り込み変えずに、もうひと撫ですることで表面が落ち着きました。

成型表面のようなツヤ面に仕上げることは難しいですが、これを除去することで、ゴム切削加工は汎用の機械でも十分可能であるといえます。