旧ホームページの製作記事の移植です。他の記事も順次移植中です。
風量は口径と風速から算出できる
前記事の「ベンチュリ型風量計を作る」と並行して風速から風量を割り出す方式も採用していました。この風速測定にピトー管を使っています。
2024/04/20 ソースファイルのダウンロードリンクが切れていたのを修正

旧ホームページの製作記事の移植です。他の記事も順次移植中です。
前記事の「ベンチュリ型風量計を作る」と並行して風速から風量を割り出す方式も採用していました。この風速測定にピトー管を使っています。
2024/04/20 ソースファイルのダウンロードリンクが切れていたのを修正
汎用エンドミルでのゴム加工は樹脂ほどにはうまくいかず、少々難しいものがありましたが、「刃物で切る」を「ヤスリで削る」、というコンセプトにかえてみました。
ロータリーバーを使い削り取る方式で実践してみます
メーラーといえば十数年「EdMaxフリー版」を使っていました。テキスト形式で使う分にはシンプルで使いやすく、インストール不要でフォルダごとバックアップができる利便性が心地よいメーラーでした。
ただ、2008/07/11でサポート・更新が終了し、ブラウザの連携やHTMLメールの扱いにやや難があるので、引っ越すことにしました。
※2021/03/05追記 その後のいろいろあり一筋縄ではではいきません。顛末は「メーラー引っ越しその後」で継続しています。
EdMaxからThunderbirdへ移行記事「さらばEdMax・・・メーラー引っ越し」のその後の続編です。Thinderbirdは使いながら覚えればいい・・と簡単に考えていましたが、なかなかどうして奥が深い。
HOS V4以来のRTOSです。RTOSといっても、キャラクタLCDにリアルタイム表示させる、バックグラウンドで何かやらせる、程度で使うのみでした。
今回はメモリに多少余裕のあるPSoC5LP(CY8C5868LTI-038)で、アクチュエータ動作中にもUP/DOWNキーによるスピード設定をしたいので、既存のベアメタルファームに後からFreeRTOSを導入し、メインと設定タスクを分けてみました。FreeRTOSはPSoC5LP用のデモを公開しているので、OSのコンフィギュレーションはそれをコピーするだけでも導入はできます。

速度フィルタをいじった日時やその時の記憶は明確にありますが、それがこんなトラブルを招くとは思いもよらず、解決するのに丸一日費やしてしまいました。 続きを読む…
自作CNC3号機の製作記録です。2017年構想、少しずつ部品を集め、完成は2019年です。いっぺんに書ければよいのですが少しずつでも公開していきます。
カバーも含めると150kgを超えるはずなので、アングル材を溶接してしっかりしたものにする予定でしたが、近所の鉄工所が辞めてしまったので木製で自作することにしました。
ボール盤スタンドも木製です。これも壁に固定してあり3.11の震度5強にも一応問題なく耐えていたので、角材を太くして同じようにします。設置スペースは限りなく狭いので、組み立てながらの設置になります。


床の補強にコンパネを重ね、オイルパンは板金屋に頼み、脚は米松材90mm角。
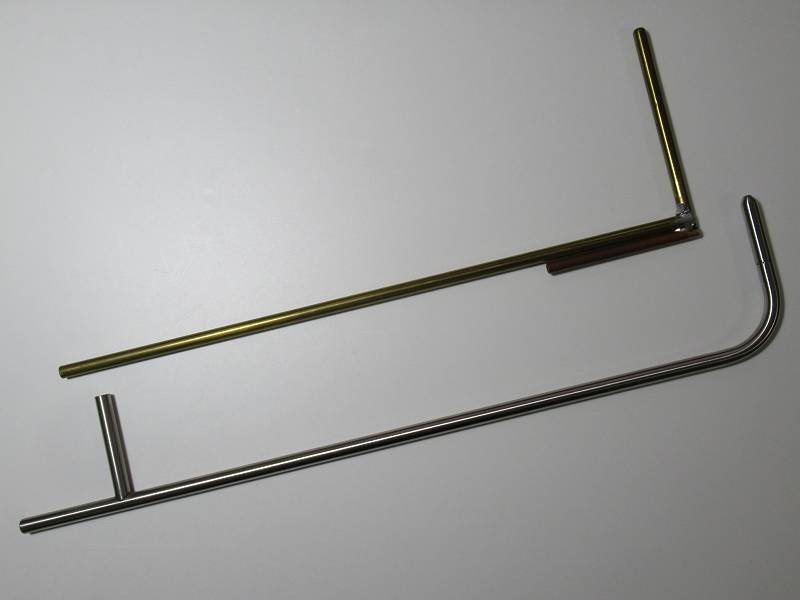
二号機を分解したときの廃材で、壁とのジョイントとオイルパンのベースに。
構造材は業者に頼み、耐震と防振を兼ねて壁とジョイントさせながら組み立てていきます。ケースの背面部分も後から挿入できないので初めに組んでおく。
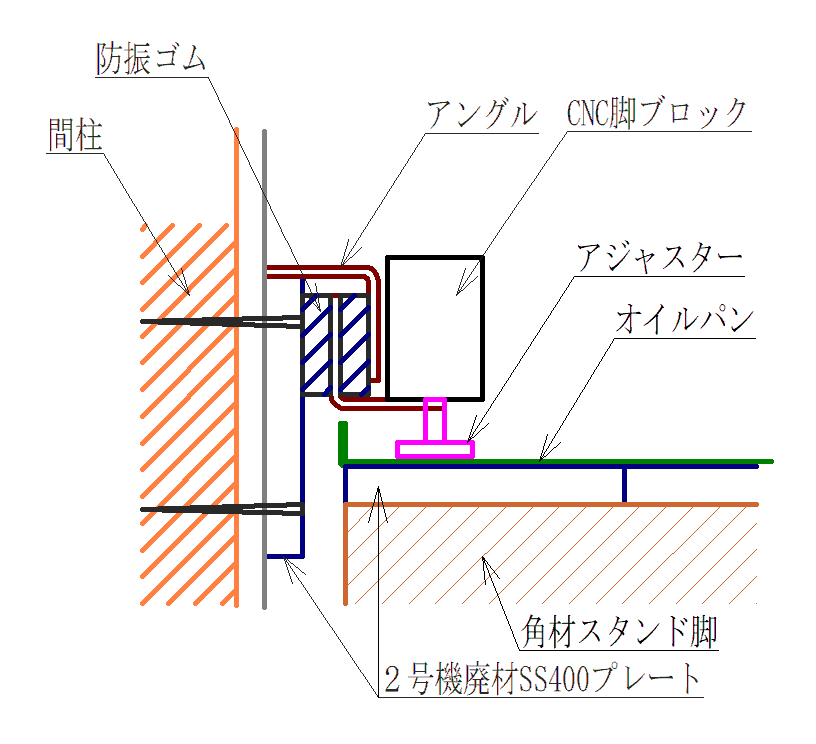
なお、このジョイント部分は本体を組んでしまうと、工具が入らず外すことができないので「恒久固定」となり、家屋と一心同体になりました。




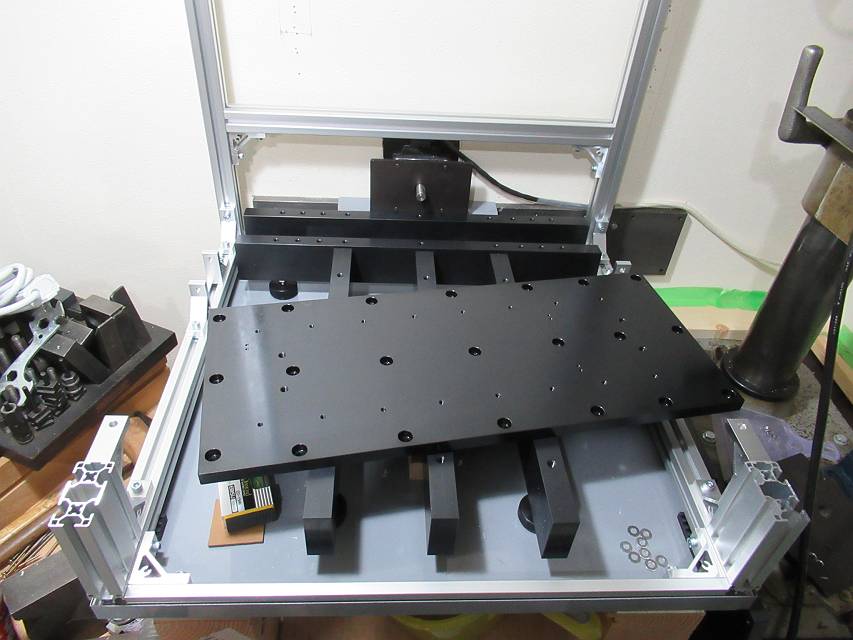

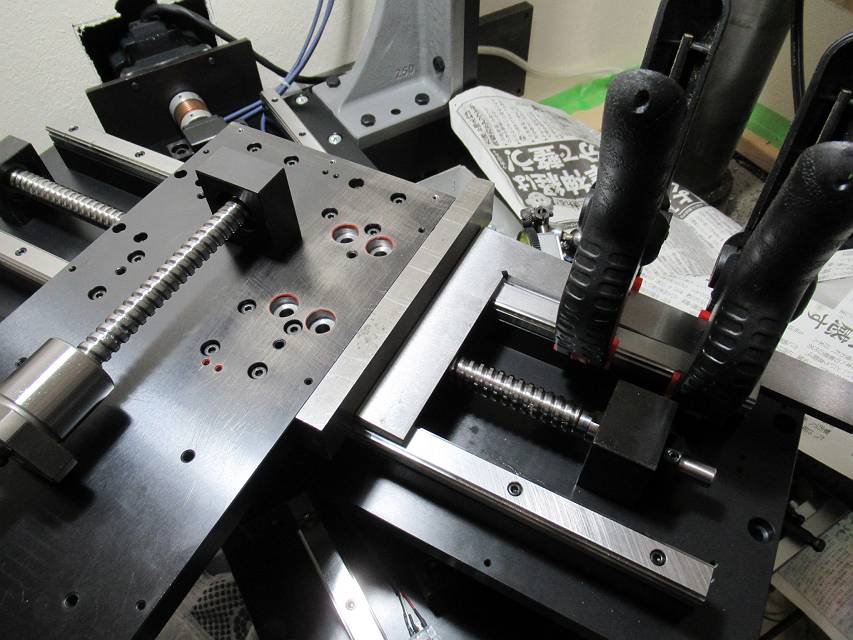
CNCのベース部はアジャスターブロックとベース板、門型支柱用のイケールで構成される。組み上げたあとレベルをとっておく




X軸とZ軸を組み上げて直交を正確にとってから、支柱に取り付ける。この時点で相応の重量なので、ジャッキを使って慎重に取り付けました。神経を使う作業です。
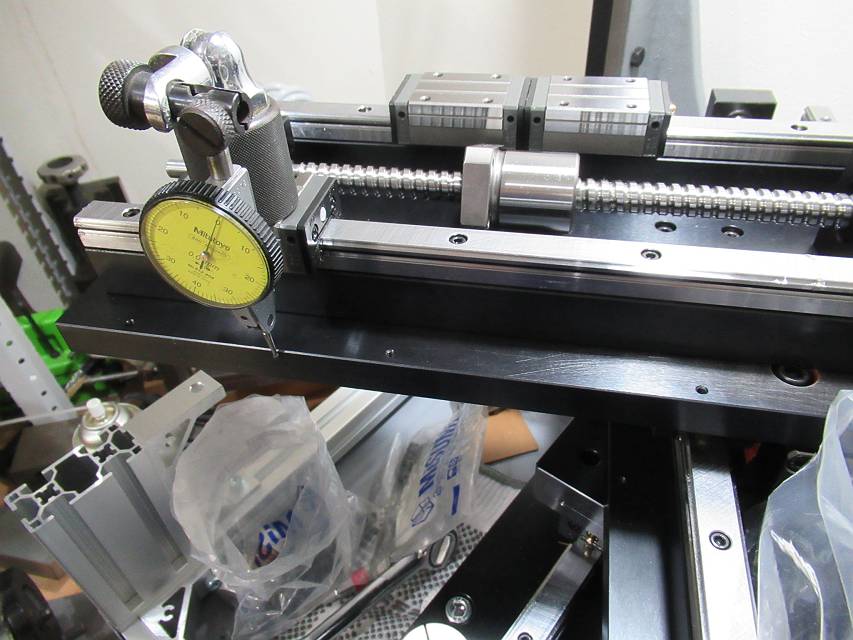
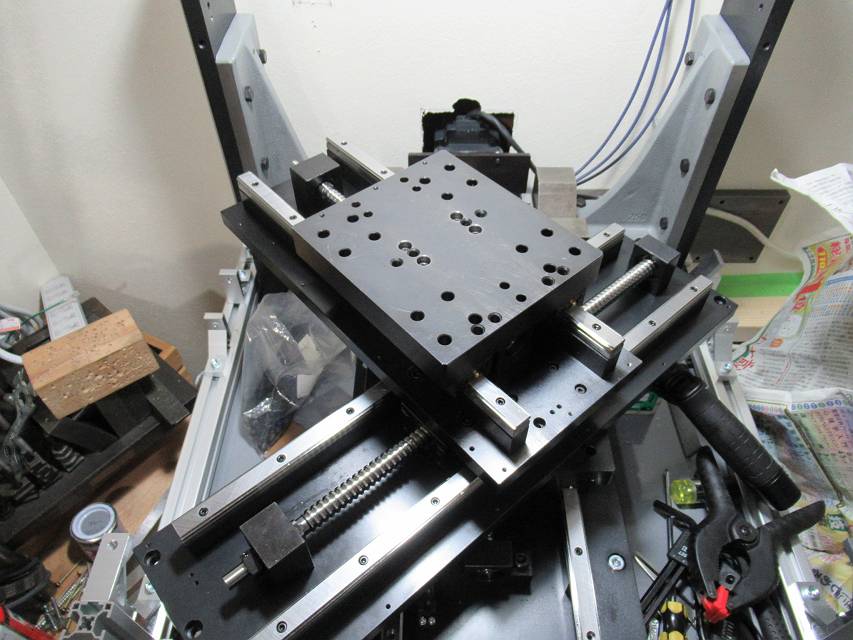
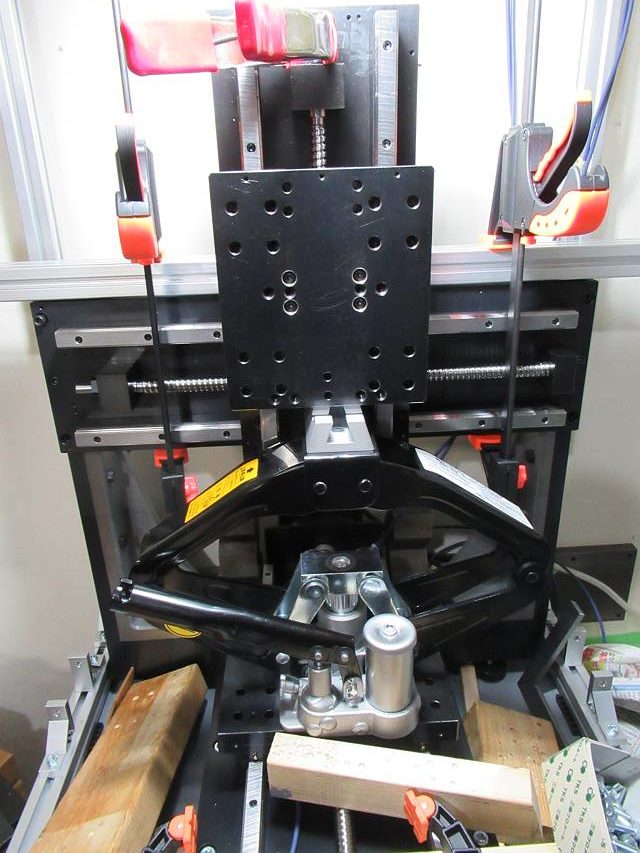
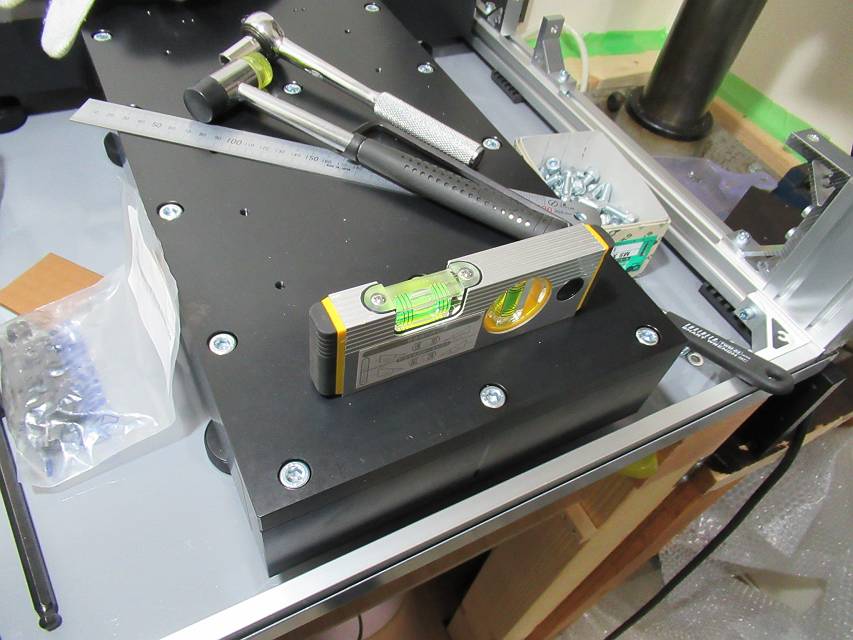
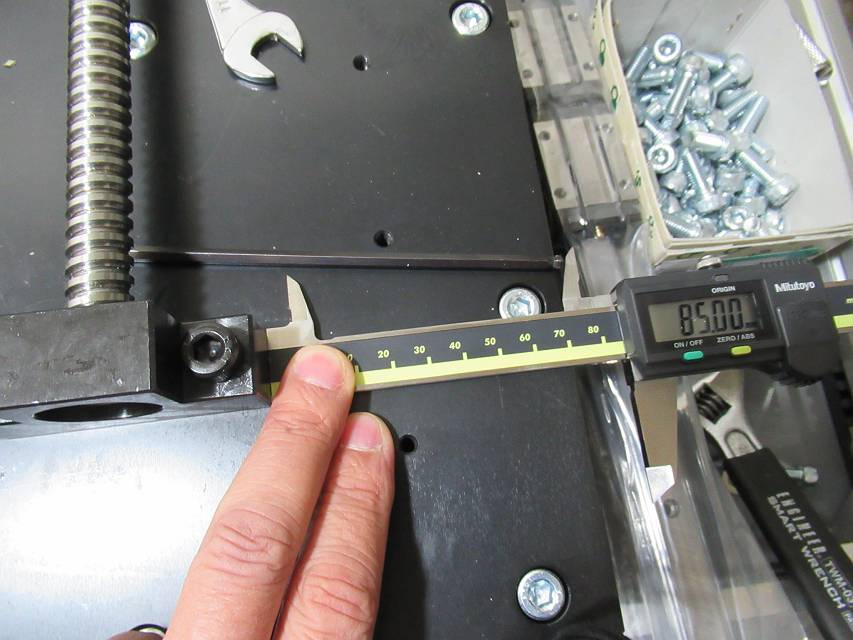
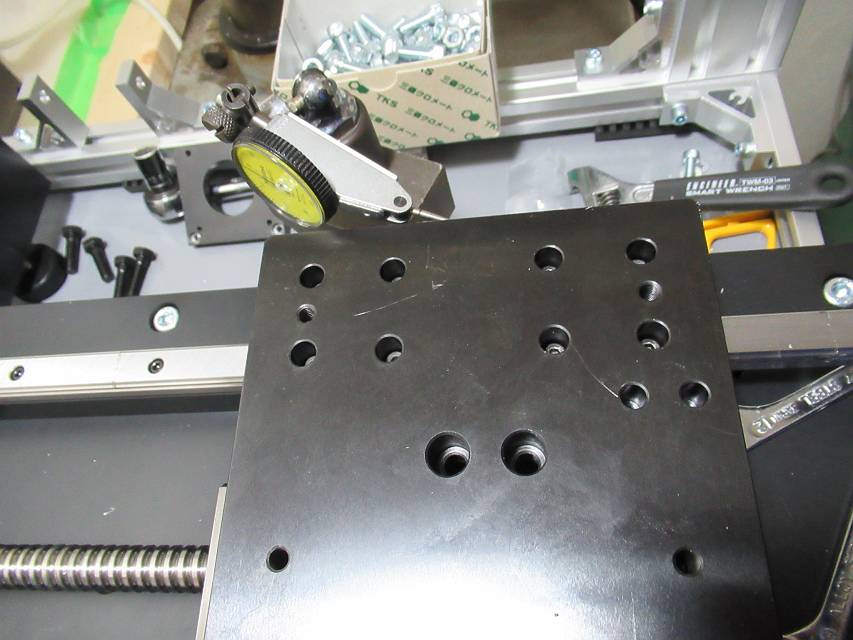
一応、直動機構まで組みあがりました。組みあがった状態で、スコヤとピックゲージでさらに平行と垂直を取っておく。微小な調整機構がないので、ボルトのバカ穴の範囲でシムを挟んだりしながらの作業です。
続く
A軸テーブルを使って樹脂パーツを旋削加工しました。回転速度など改善の余地はまだまだありますが、旋盤をCNC化せずともNC旋削できそうだ、と目途が立ちました。
A軸をスピンドルに置き換えればMillモードでも可能と思われますが、NCVCの旋盤モードは荒削りパスも出してくれるので重宝します。今回初めてMach3turnを使ってみました。
4爪連動は硬い材料をつかむのには向かないと分かっていながら、ついついポチッとしてしまいました。中華製で7K円台の格安品です。名称は「K12-80(G)」。φ80mm小型サイズで、4爪インディペンドチャックと共通の取り付け部なので簡易A軸アダプタで試してみました。 続きを読む…