CNCに使っているナカニシスピンドルは標準でエアー供給必須です。そのためのコンプレッサーはアネスト岩田製のFX3701という小型品で、室内使用のため静音型を選りすぐって購入したものでした。ホームセンターで販売している小型品より高価ですが、本当に静かで気に入っています。
ところが、一月ぶりに稼働したら、調子悪くなっていました。 続きを読む…

CNCに使っているナカニシスピンドルは標準でエアー供給必須です。そのためのコンプレッサーはアネスト岩田製のFX3701という小型品で、室内使用のため静音型を選りすぐって購入したものでした。ホームセンターで販売している小型品より高価ですが、本当に静かで気に入っています。
ところが、一月ぶりに稼働したら、調子悪くなっていました。 続きを読む…
この記事は旧サイト2007年の製作記事から移行し再編したものです。
ターボファンといっても、インダクションモーター方式、それも小型では風量は多少あっても静圧を稼げない。とは思いながらも淡い期待のもとに三段構成のファンをオークションで入手。






結果から言うと、静圧はわずかにアップしただけのようだ。ファンが3段になっただけでモーター出力がアップしたわけではない。my基準のM3×6鉄ビスを吸い込むかどうかでいうと、ホースを床ギリギリにし調整すると吸い込むレベル。ホースが太くなった分風量は増えたので総合的に性能は少しアップ。期待したほどではないが・・・
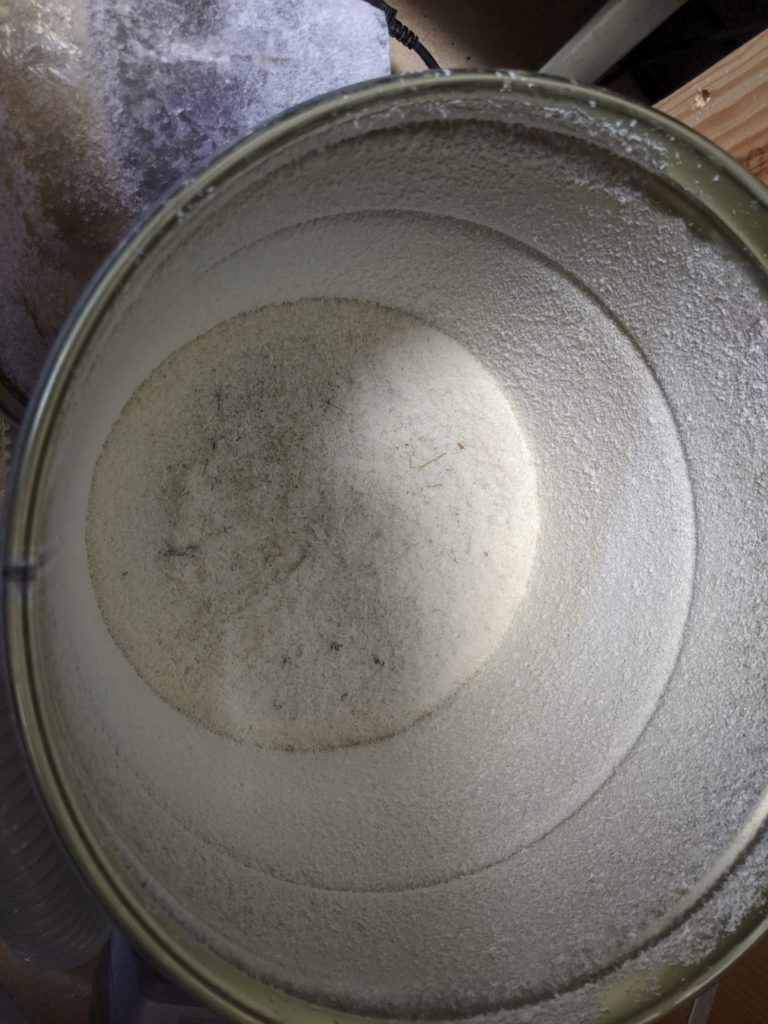
間に合わせに用意した掃除機紙パックの排気フィルターは、具合が良いのでそのままです。通常使用では微粉もほとんど貯まりませんが、ペール缶が満杯になったのを気付かずに塵がふき出したのを防いでくれたのには、助かった。
ちなみに下の樹脂ABS(250x280xt10)を写真のような加工し加工後の掃除分も含め全部集塵すると、一回につきペール缶に深さ3~4cmほど貯まる。7~8枚も加工すると缶一杯になってしまうのでこの集塵機があるのと無いのとでは効率が全然違う。また切りくずは全部は無理ですが、空中に舞う塵は加工機ブースの中で大部分吸い取ってくれているらしく、大量加工後も周囲の平面に塵の付着は殆ど見られない。

以上
NCVCの初期状態では、切削開始の前にクーラント「M08」がONになる。これにミストONの「M07」コードを追加する。
ヘッダーを変更し、M08の他にM07を追加する。オフについては変更なし。
ハードウェアでも、ミスト出力を割り当てておく 続きを読む…
この記事は旧サイト2007年の製作記事から移行し再編したものです。
高速で回転する巻き下げ気流が一気に中心に吸い上げられるときに、気流方向の急激な変化と重力の効果で取り残された塵が底に溜まるという原理(筆者の理解)で集塵を行うものです。
漏斗状にすぼまっていく部分で回転速度を増した構造がミソです。
理論や、製作例は、ネットでもいくつかありますが、まずは身近にある材料で製作。家庭で買い替えた掃除機を使いました。手作り感いっぱいですが、これが我が工房のサイクロン集塵機の原点となります。 続きを読む…
自作CNCの奮戦記。
通常のスパイラルエンドミルで樹脂の掘り下げを行うと、切り粉が絡まり、油断すると玉になって失敗しやすい。自動化は神経使います。
NCVCでは、掘り下げ時にどうしてもエンドミルの穴あけ(下降)出てしまうので、そこで切り粉が絡まることが多い。
そこで、掘り下げのコードを抽出しランピングコードに変更するスクリプトをPythonで作成しました。 続きを読む…
自作CNCの奮戦記。樹脂の穴加工は意外と難しく、油断すると溶けたり切り粉が絡んで玉になって失敗しやすい。自動化は神経使います。
見出しの通り、G83設定できました。いままで普通に穴あけ最中に目を離した隙に切り粉が巻きついて玉になり固着して大事になったこと数知れず。 続きを読む…
ついにCNCも3号機!。2年かけてコツコツと部品を集め、ついに完成!

まずは構想。本体のほかに、2号機で味わった切り粉が飛び散る苦難を防止するためケースに入れることにした。 続きを読む…

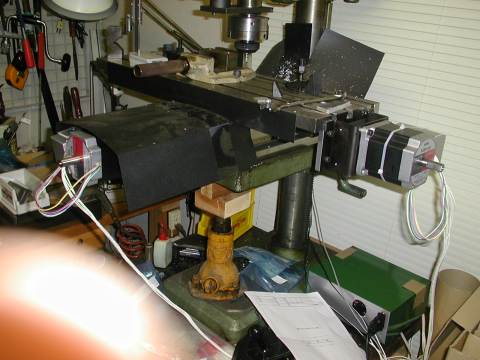
2001年、ボール盤応用の一号機のXYテーブルにZ軸を追加しNCフライスに変身。1号機のXYテーブル部に、SS400フラットバーを組み合わせた台座とコラムを新たに製作し、z軸を設ける。 続きを読む…
この記事は旧サイトから移行し再編したものです。
一号機が稼働始めたのは2000年1月です。必要に迫られたとはいえよく作ったなぁ、という思いです。