
自作CNC3号機の製作記録です。2017年構想、少しずつ部品を集め、完成は2019年です。いっぺんに書ければよいのですが少しずつでも公開していきます。
スタンドは鉄工所に頼むつもりが、自作することに・・・
カバーも含めると150kgを超えるはずなので、アングル材を溶接してしっかりしたものにする予定でしたが、近所の鉄工所が辞めてしまったので木製で自作することにしました。
ボール盤スタンドも木製です。これも壁に固定してあり3.11の震度5強にも一応問題なく耐えていたので、角材を太くして同じようにします。設置スペースは限りなく狭いので、組み立てながらの設置になります。

オイルプパン奥のプレートで壁とジョイント 
Y軸モータが飛び出すので、さきに壁面に穴
二号機のプレートを再利用。脚は90mm角材。
床の補強にコンパネを重ね、オイルパンは板金屋に頼み、脚は米松材90mm角。
二号機を分解したときの廃材で、壁とのジョイントとオイルパンのベースに。
組み立てながら、壁とジョイントする。
構造材は業者に頼み、耐震と防振を兼ねて壁とジョイントさせながら組み立てていきます。ケースの背面部分も後から挿入できないので初めに組んでおく。
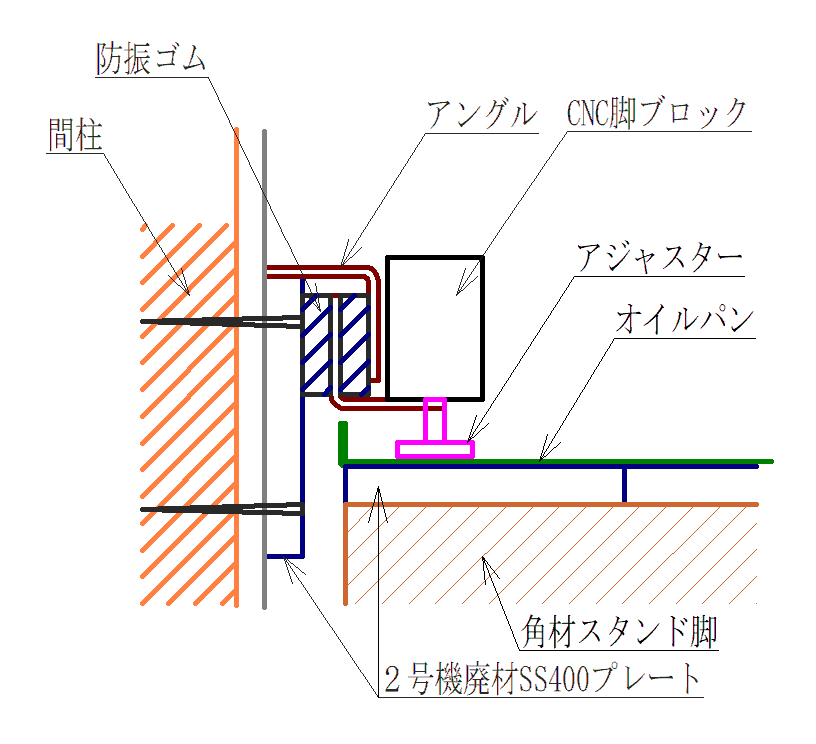
なお、このジョイント部分は本体を組んでしまうと、工具が入らず外すことができないので「恒久固定」となり、家屋と一心同体になりました。

部材は後ろ下部から組み立て 
Y軸モータは先に取り付け 
壁とジョイント 
ジョイント近影。間にゴムを挟む 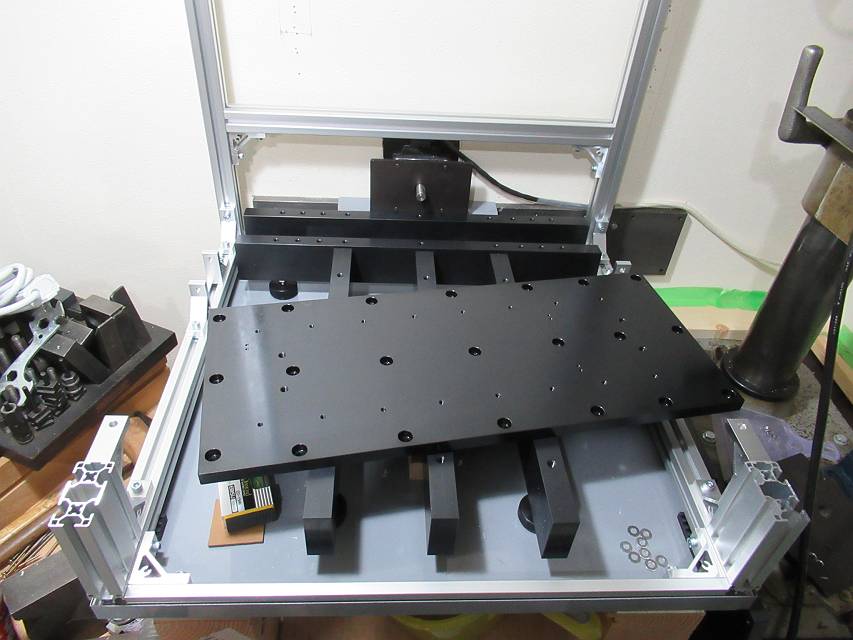
脚部を組んでベースを準備 
フレームも組み上げておく
ベースとアジャスター部を組み上げ、レベルをとっておく
CNCのベース部はアジャスターブロックとベース板、門型支柱用のイケールで構成される。組み上げたあとレベルをとっておく

アジャスターは全部で8個 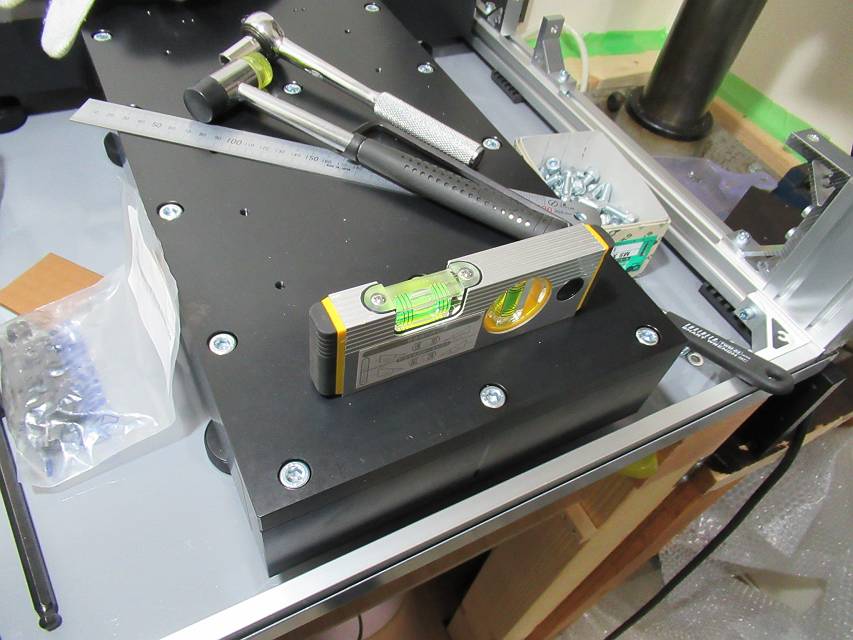
ボルト締結後、丁寧に水平レベルを取る 
イケールも構造材の一部 
Y軸の部品を用意
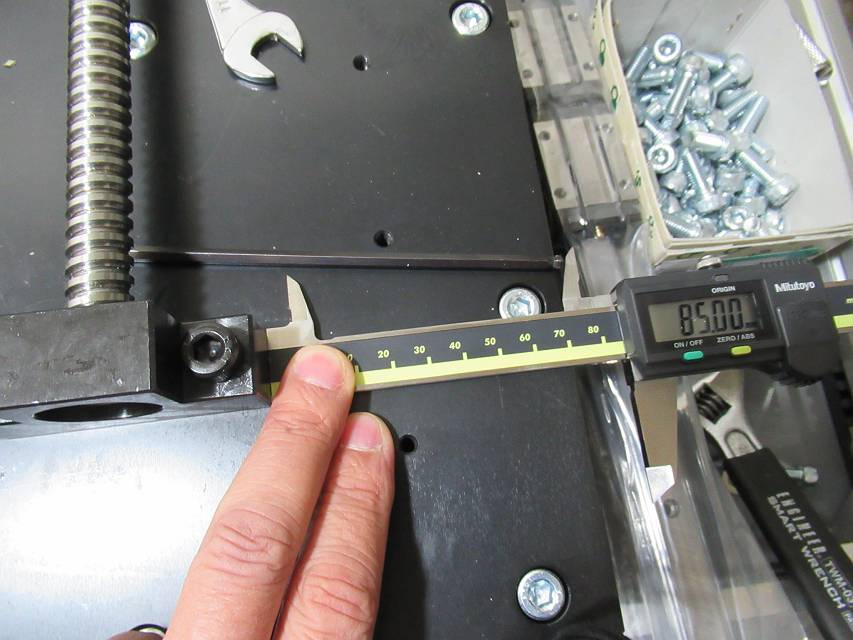
ノギスで大体の平行をとり、組み付け 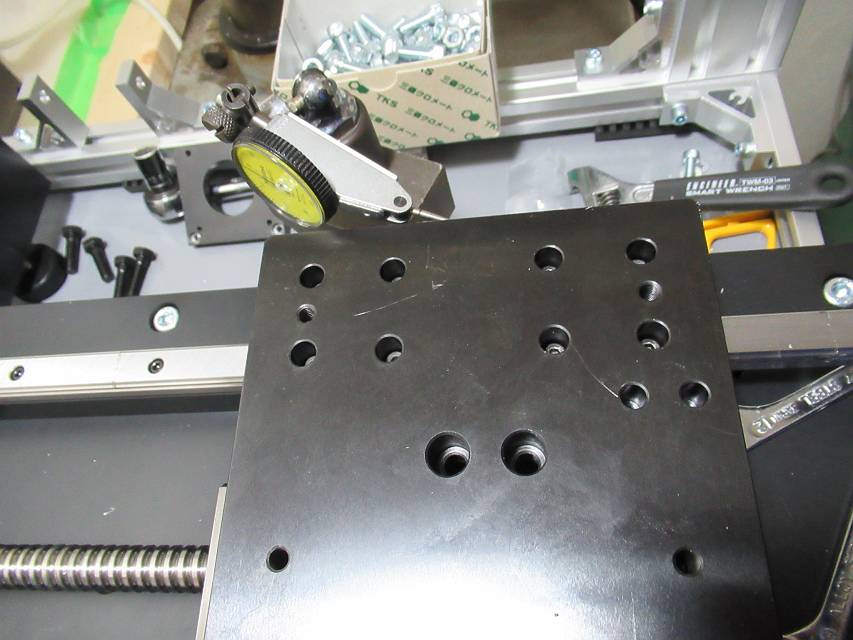
ピックゲージでさらに追い込む 
支柱も垂直を取りながら設置
X軸、Z軸を組み、ジャッキで支柱に取り付け
X軸とZ軸を組み上げて直交を正確にとってから、支柱に取り付ける。この時点で相応の重量なので、ジャッキを使って慎重に取り付けました。神経を使う作業です。
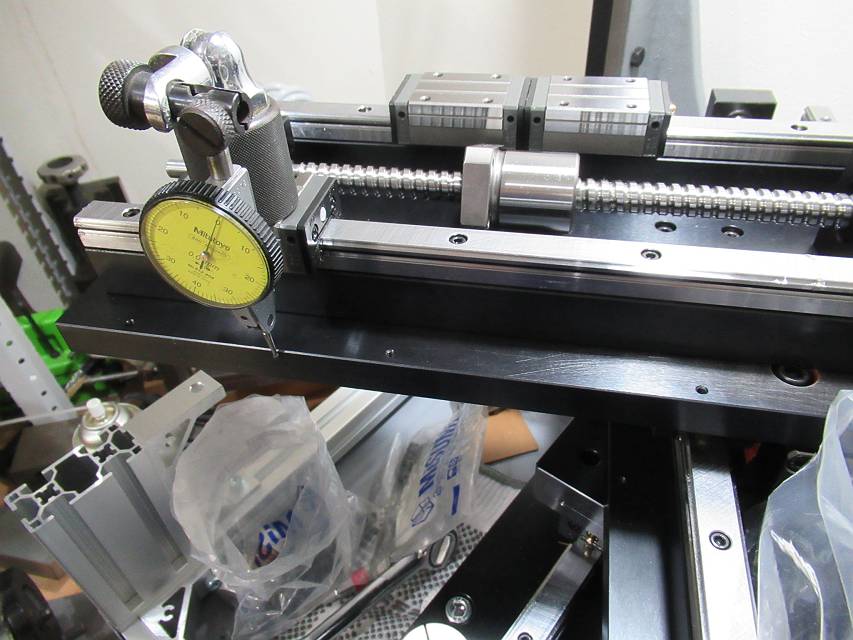
LMガイドはピックゲージで平行だし 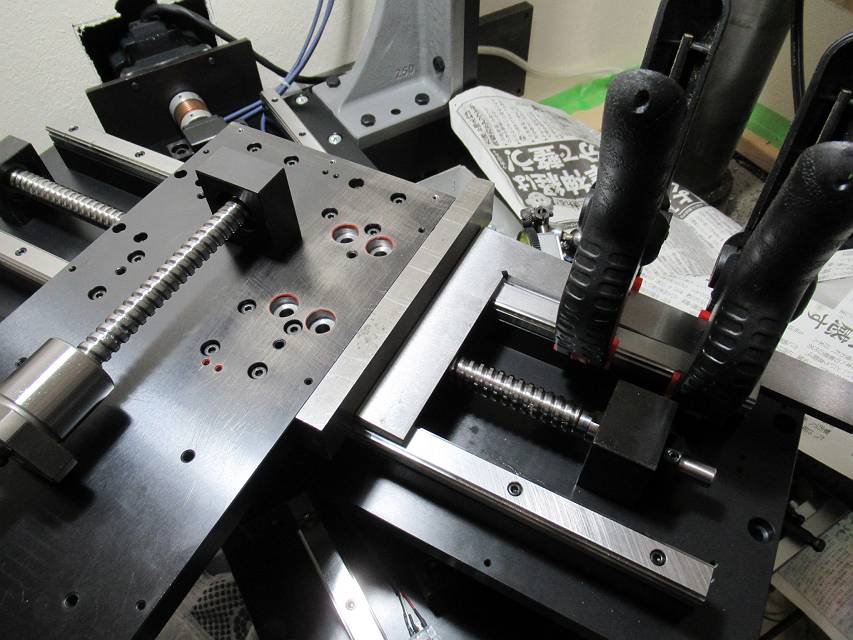
スコヤで直角だしし、Z軸も組み合わせる 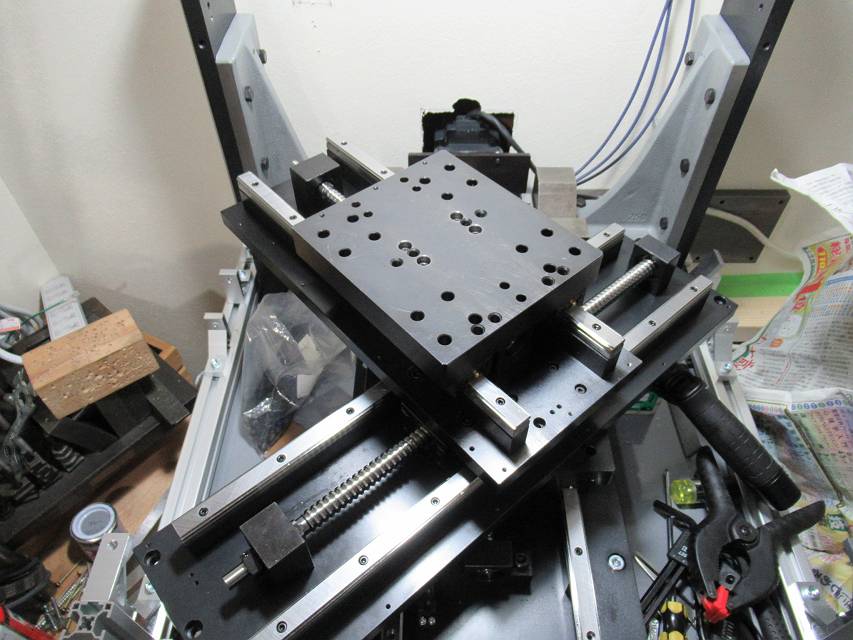
組上がったXZ軸 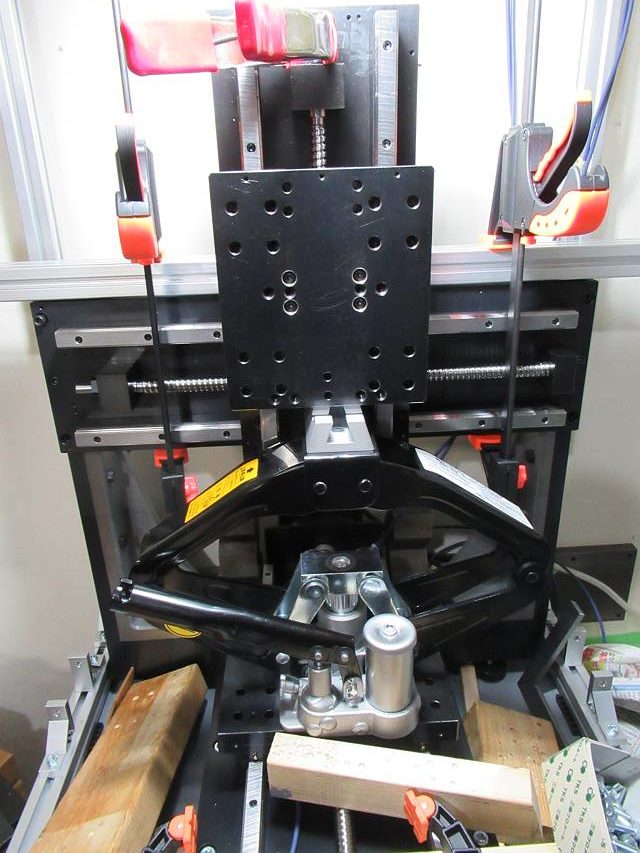
XZ軸組をジャッキで持ち上げ取り付け
一応、直動機構まで組みあがりました。組みあがった状態で、スコヤとピックゲージでさらに平行と垂直を取っておく。微小な調整機構がないので、ボルトのバカ穴の範囲でシムを挟んだりしながらの作業です。
続く

